
新日鐵住金株式会社により出願された特許
6,391 - 6,400 / 6,474
熱間圧延用ロール材
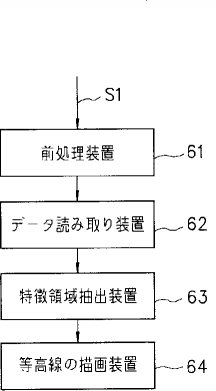
濃淡画像の等高線描画装置および濃淡画像の処理システム
【目的】 取り扱うことができる濃淡画像の範囲を大幅に拡大して、高度なパターン認識を行うことができるようにする。
【構成】 原画像のノイズ除去、階調数の調整、および領域の分割処理を行う前処理装置61と、処理画像を等高線の集まりとして読み取ってそれに囲まれた領域を特徴づけるデータを記録した領域データリストを作成するデータ読み取り装置62と、画像の中で意味のある対象物としての領域を選び出す特徴領域抽出装置63と、選ばれた領域の等高線を表示しそれの大凡の形状を再現できる座標データを読み取る等高線の描画装置64とを設け、画像を等高線で囲まれた領域のデータリストを作成するとともに、この中から特定の目的にそったものを選びだし、その等高線を表示装置に描き、その座標データを取得することにより、濃淡画像の評価を機械で行うことが可能な範囲を広げることができるようにする。
(もっと読む)
トラッキング装置

【目的】 物体搬送システムの立下げの後立上げるときの、物体位置とトラッキング情報の整合性を高くする。
【構成】 不揮発性メモリ(27),停止時にカウント手段(18)にロ−ドしているプリセット値(A1)およびカウント値(B1)を不揮発性メモリ(27)に書込み、搬送ラインのトラッキングを行なう再起動時に不揮発性メモリ(27)よりデ−タ(A1),(B1)を読出すデ−タ保持制御手段(24,34)、および、読み出されたデ−タ(A1),(B1)ならびにカウント手段(18)の現カウント値(B2)に対応して、先の停止時のプリセット値(A1)とカウント値(B1)との差(A1-B1)に現カウント値(B2)を加えたA2=A1-B1+B2をカウンタ(18)にプリセットし、トラッキング情報を、読み出されたカウント値(B1)と現カウント値(B2)の差(B1-B2)だけ修正する修正手段(24)、を備えることを特徴とする。
(もっと読む)
短波長光源光記録装置のフォーカシングサーボ機構
【目的】 短波長光源光記録装置のフォーカシング機構に於て、広いトラックピッチのディスクに於てもサーボ動作を安定に行い、ディスクの互換性を図る。
【構成】 対象ディスクのトラッキングピッチに見合ったオフセット信号をフォーカシングエラー信号に加えることにより、記録媒体上での光スポット径を制御し、安定なサーボ動作を行う。
(もっと読む)
双ロール式連続鋳造によるアルミニウム鋳片の製造方法
【目的】双ロール式連続鋳造により、表面性状が優れたアルミニウム鋳片を製造する。
【構成】鋳造ロールに近接させて、下端は溶湯の浴面よりも下方に上端は溶湯の浴面よりも上方となるように接触制限板を配し、接触制限板の下端と鋳造ロールの表面とを非接触でかつ2mm以下の間隔に保って鋳造する。
(もっと読む)
高張力無方向性電磁鋼板およびその製造方法
【目的】 本発明は回転機のローター用鉄心材料として使用される、回転時の応力あるいは加減速時の応力変動に耐え得る優れた機械特性と磁気特性を兼備した、降伏強度の高い無方向性電磁鋼板およびその製造方法を提供するものである。
【構成】 無方向性電磁鋼板の製造において、C:0.05%以下、Si:2.0%以上4.0%未満、Al:2.0%以下、P:0.2%以下を含み、かつNb,Zrのうち1種または2種、もしくはTi,Vのうち1種または2種を、0.1<(Nb+Zr)/8(C+N)<1.0、0.4<(Ti+V)/4(C+N)<4.0の範囲で含有する鋼を、熱間圧延後、550℃以下で捲き取り、未再結晶部比率を40%以上、再結晶部平均結晶粒径を60μm以下とし、冷間圧延後、700〜900℃で仕上焼鈍を施す。
(もっと読む)
鋼材の冷却方法
【目的】 本発明は、音波を利用して熱間圧延直後の高温鋼材の冷却を行う方式において、該音波を有効に活用することができる鋼材の冷却方法を提供することを目的とする。
【構成】 超低周波数発振器から発信される10〜20Hzの音波を共鳴器内で共鳴させて得られた音響エネルギーにより圧延直後の高温鋼材を冷却するに際し、前記共鳴器の端部幅方向中央部に切欠状開口を設け、該開口内を前記鋼材を通過させて該鋼材を冷却することを特徴とする鋼材の冷却方法。
(もっと読む)
電子銃および量子細線の製造方法
【目的】 再現性よく均一な形状の電子銃を製造することができる電子銃の製造方法を提供する。
【構成】 面方位(100)の単結晶シリコン基板1表面に、異方性エッチングによりウエッジ形状10の二つの面の(111)面を別々に形成し、このウエッジ形状の先端直上部分に成膜された金属膜11を、レジスト8を塗布し、レジストエッチバックを行い突出させ、この突出した部分の金属膜を除去して、ゲート電極11を形成する電子銃の製造方法。
(もっと読む)
レールの自動溶接方法
レールの自動溶接方法
【目的】 レールを現地溶接で突き合わせ溶接するための高能率な自動溶接方法を提供する。
【構成】 レール足部初層をCO2 ガスシールドアーク溶接方法で溶接し、その後一度溶接アークを切り、ノズルの横行を反転させ横行しながら溶融型フラックスを開先内に添加し、横行停止と共に溶融型フラックスの添加を止めて、レール足部2層目の溶接をサブマージアーク溶接方法により行い、連続してレール足部3層目で2層目の溶接で形成された凝固スラグを再溶融してエレクトロスラグ溶接方法に移行し、その後引き続きレール足部および柱部、頭部をエレクトロスラグ溶接方法で溶接することを特徴とするレールの自動溶接方法。
【効果】 レール溶接をCO2 ガスシールドアーク溶接法、サブマージアーク溶接法、エレクトロスラグ溶接法を併用して高能率に行うことができる。
(もっと読む)
6,391 - 6,400 / 6,474
[ Back to top ]