
アイシン軽金属株式会社により出願された特許
131 - 137 / 137
アルミニウム合金の表面処理方法
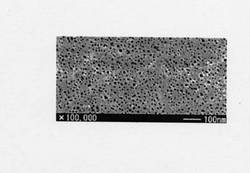
【課題】 封孔処理による陽極酸化皮膜の微細孔の大きさを適切にコントロールすることにより、良好な塗膜密着性が安定して得られ、アルミニウム合金製品の品質向上が図れるアルミニウム合金の表面処理方法を提供する。
【解決手段】 アルミニウム合金の表面に陽極酸化皮膜を形成するアルマイト処理と、陽極酸化皮膜に形成されている微細孔を半封する封孔処理と、封孔処理された陽極酸化皮膜上にクリア塗装を行う塗装処理とを含むアルミニウム合金の表面処理方法において、封孔処理により、陽極酸化皮膜の微細孔を、直径10nm〜30nmに封孔する。
(もっと読む)
車両用のスロープ構造

【課題】 スロープ収納時では車両への搭載スペースを低減することが可能な車両用スロープ構造であるとともに、車椅子乗降時の安全性を確保したスロープ構造を提供すること。
【解決手段】 第2スロープ部20は第1スロープ部10にヒンジ5で折り畳み可能に連結され、第1スロープ部10の表面と第2スロープ部20の表面が対向するように折り畳んで重ねたスロープ収納状態で車室内4に搭載可能である車両用のスロープ構造において、第1スロープ部10の側部には第1フランジ11c、及び第2スロープ部20の側部には第2フランジ21cが構成されており、第2フランジ21cはスロープ収納状態で第1フランジ11cよりもスロープ幅方向内側に位置し、その第2フランジ21cのスロープ展開状態における上縁部21dがスロープ収納状態で対向する第1スロープ部10の部位に凹部11bが設けられていることを特徴とする。
(もっと読む)
陽極酸化皮膜の封孔処理方法及び陽極酸化処理部材
【課題】多孔質性陽極酸化皮膜に対して飛躍的に耐食性向上を図ることができる封孔処理方法の提供及び、そのような封孔処理方法の使用により得られる陽極酸化処理部材の提供を目的とする。
【解決手段】陽極酸化皮膜の封孔処理方法において、金属表面に多孔質性陽極酸化皮膜を形成する工程と、次に封孔処理液に浸漬した状態で液加圧する工程とを有することを特徴とする。封孔処理液の加圧効果を高めるためには、金属表面に多孔質性陽極酸化皮膜を形成後に、減圧雰囲気下に所定時間放置又は封孔処理液に浸漬した状態で減圧雰囲気下に所定時間放置する工程後に、封孔処理液に浸漬した状態で液加圧する工程を有するようにするとよい。
(もっと読む)
塗装焼付け硬化性に優れた6000系アルミニウム押出材及びその製造方法
【課題】 塗装焼付けに相当する熱履歴で自動車等の構造部材に適用可能な耐力を確保することができる塗装焼付け硬化性に優れたアルミニウム押出形材を提供する.
【解決手段】 質量%でマグネシウムを0.3〜0.7%、シリコンを0.7%〜1.5%、銅を0.35%以下、鉄を0.35%以下、チタンを0.005〜0.1%含有し、さらに、マンガンを0.05〜0.30%、クロムを0.10%以下、ジルコニウムを0.10%以下とし、これらマンガン、クロム、及びジルコニウムから選択される遷移元素の1種以上を合計で0.05〜0.40%含有し、残部がアルミニウムと不可避不純物であることを特徴とする6000系アルミニウム押出材。
(もっと読む)
車両の衝撃吸収構造
【課題】 オフセット衝突において、反衝突側での衝撃エネルギーの吸収を好適に行うことができる車両の衝撃吸収構造を提供する。
【解決手段】 クラッシュボックス17は、車両の上下方向に開口する中空構造を有し、車両の前後方向一側端にバンパリインホースが取着されるとともに、車両の前後方向他側端にサイドメンバ取付フランジ17aを一体的に備えたクラッシュボックス本体21と、クラッシュボックス本体21に固着され、クラッシュボックス本体21の上方の開口端を閉塞するとともに、クラッシュボックス本体21の開口端に連続する両側面を挟む第1荷重調整プレート22と、クラッシュボックス本体21に固着され、クラッシュボックス本体21の下方の開口端を閉塞するとともに、クラッシュボックス本体21の開口端に連続する両側面を挟む第2荷重調整プレート23とを備えている。
(もっと読む)
偏平管へのろう付け用組成物塗布装置及び、その方法
【課題】熱交換器用偏平管の全周面に、ろう付け用組成物をロール転写塗布法で確実に塗布出来る、ろう付け用組成物塗布装置及び塗布方法を提供することを目的とする。
【解決手段】上下に平面部と、その上下の平面部を両側で繋ぐ斜面部とを有する偏平管に対して、偏平管の斜面部に塗布するサイドロール転写塗布手段と、偏平管の平面部に塗布するロール転写塗布手段とを備えたことを特徴とする。
この場合に、偏平管の両側の斜面部が上側斜面部と下側斜面部で構成し、対向する一対の上側斜面部と下側斜面部とに塗布する一対のサイドロール転写塗布手段を対称的に二対備えるとよい。
(もっと読む)
延性に優れたアルミニウム合金製部材
【課題】積載効率の悪い加工・成形した後の時効処理を廃止し、平板、直管形状といった素形材形状で時効処理し、その後加工・成形できる延性に優れたアルミニウム合金製部材を提供することを技術課題とする。
【解決手段】時効処理性アルミニウム合金を用いて所定の素形材を製造し、この素形材を溶体化処理した後に所定の加工歪み量を付与し、その後に時効処理を施すことを特徴とする。ここで、加工歪み量は10〜60%の範囲であることが好ましい。
(もっと読む)
131 - 137 / 137
[ Back to top ]