
アイセル株式会社により出願された特許
21 - 30 / 62
混合要素、混合装置、混合方法、攪拌翼、攪拌装置及び攪拌方法
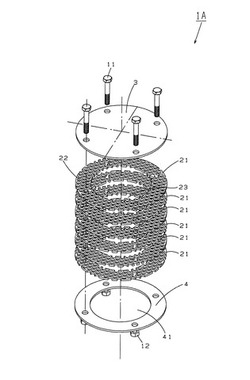
【課題】混合要素、混合装置、混合方法、攪拌翼、攪拌装置及び攪拌方法として、小さなスペースで高い混合効果を確保しつつ大流量の流体を混合することが可能なこと、洗浄作業を容易に行えることを実現する。
【解決手段】混合要素1Aは、複数の積層エレメント21が積層される積層体2と、当該積層体2を挟んで対向配置される第1の板3と第2の板4とを備え、前記積層エレメント21は、複数の第1の貫通孔22を有し、前記第2の板4は、前記積層エレメント21の少なくとも1つの第1の貫通孔22に連通する貫通孔41を有し、前記積層エレメント
21は、前記第1の貫通孔22の一部又は全部が、隣接する積層エレメント21の第1の貫通孔22との間で流体を積層エレメント21の延在する方向に流通可能に連通するように配置されている。
(もっと読む)
ロータリーシートカッター

【課題】極めて簡単な構造でシートを精度良く枚葉状に裁断することができ、且つ低コストに装置を構成可能なロータリーシートカッターを提供する。
【解決手段】ロータリーシートカッター1は、アンビルロール23と刃物3を設けたダイカットロール24とを対向配置してこれらの間に連続的にシートWを送り込んでダイカットロール24の刃物3により枚葉W1に切断するように構成する。メジャリングロール21と従動ロール22とアンビルロール23とをサーボモータM1の駆動で同期回転させ、ダイカットロール24を別のサーボモータM2の駆動で回転させる。各サーボモータM1,M2を駆動制御する制御手段は、刃物3がアンビルロール23に対向する一定領域(同期帯R)ではダイカットロール24をアンビルロール23と同期回転させ、他の領域では枚葉W1の長さを自由に変更できるようにダイカットロール24の回転スピードを変化可能に制御する。
(もっと読む)
打抜き装置
【課題】打抜き刃や打抜き板の損傷を防止すべく、打抜き刃が台シートの打抜き痕に重複して押し付けられることがない打抜き装置を提供する。
【解決手段】打抜き装置1は、ワークWを間欠搬送する第1クランプ21及び第2クランプ22と、ワークWの搬送経路に配置されてワークWの一面側から製品Cを打ち抜く筒状の打抜き刃31を複数設けた打抜き型3と、ワークWの他面側で打抜き刃31を受ける打抜き板4と、打抜き板4とワークWの他面との間に挿入されて打抜き刃31の尖端を保護する台シート5と、打抜き刃31が台シート5に形成された打抜き刃31による打抜き痕と重複する位置に対向すると台シート5の位置を移動させる台シート供給ロール51及び台シート巻取りロール52とを備える。
(もっと読む)
直動機構用リテーナ
【課題】成形時に破損することがない構成の直動機構用リテーナを提供する。
【解決手段】 直動機構用リテーナ12は、全体が中空角筒状に形成されてその平面状周壁111に周方向に長い矩形状となった複数のローラ保持孔16が設けられたローラ保持筒13と、前記ローラ保持筒13の各ローラ保持孔16に回動自在に保持された前記ローラ15とを備える。 前記ローラ保持筒13の平面状周壁111には、凹部112が形成され、この凹部112内に押え板14が配置される構造となっている。前記凹部112の底部には、第1の長孔113が設けられ、前記押え板14には、第1の長孔113と対向する第2の長孔114が設けられ、前記凹部112に前記押え板14を配置して凹部112の第1の長孔113と押え板14の第2の長孔114とにより前記ローラ保持孔16が形成されて前記ローラ15が保持される。
(もっと読む)
ガイド装置付き流体圧シリンダー
【課題】ピストンロッドの直進性を向上させるとともに、小型化することが可能なガイド装置付き流体圧シリンダーを提供する。
【解決手段】棒状固定部材20は外周面が筒状ケーシング部材10の内周面との間でシリンダー室110を形成する。筒状可動部材30はシリンダー室110内で軸方向に自在に往復運動ができる。隔壁部材40はシリンダー室110内の空間で第1と第2の流体圧室80、90に区画するために棒状固定部材20に固着されている。第1と第2の流体圧室80と90の各々に流体を流入させ、第1と第2の流体圧室80と90の各々から流体を流出させるための流通路23a、23bが棒状固定部材20に形成されている。ガイド装置50は、筒状可動部材30の軸方向に沿った移動を案内するために筒状ケーシング部材10と筒状可動部材30の間に設けられている。
(もっと読む)
軸継手
【課題】2つの回転軸間で心ズレを起こさないように締結させる軸継手を提供する。
【解決手段】 軸継手1は、軸挿通孔21を形成する筒部22を有する一対の軸保持部2と、各筒部22に外嵌させる一対の締付けリング3とを備える。一対の軸保持部2の各軸挿通孔21は同軸上に配置されている。一対の締付けリング3は筒部22を挿通する中心孔31を有し外周面からこの中心孔31に達して軸方向に沿った割スリット32を形成すると共に割スリット32を貫通して形成したボルト装着孔34,35にクランプボルト33を装着し、且つ中心孔31が筒部22の外径と嵌め合い公差範囲で相似形状に形成されている。各筒部22の軸挿通孔21に回転軸J1、J2を挿通させ、この筒部22に外嵌させた締付けリング3のクランプボルト33を締付けて締付けリング3を縮径させて筒部22を回転軸J1、J2に対して締付けるように構成する。
(もっと読む)
ローラベアリング及び直動案内装置
【課題】ローラベアリングとして、外輪の振れを起こすことなく、ローラの姿勢が傾いても自律的に内輪軸の軸方向と平行な姿勢に立て直すことができるものを提供する。
【解決手段】内輪軸6と、円筒状の外輪5と、内輪軸6と外輪5との間の環状間隙3に円周上に装填された複数のローラ10と、各ローラ10をそれぞれ回動自在に保持するリテーナ2とを備える。リテーナ2は、ローラ10の軸方向に所定間隔を隔てて対向配置される一対のリテーナ部材2a,2bにより構成され、各リテーナ部材2a,2bには、ローラ10の端部を回動自在に保持する切欠き20a,20bが複数設けられるとともに、外輪5の両端部を支持する鍔部21が形成されている。内輪軸6には、ローラ10の斜行姿勢を立て直すための部位として円形の外周面を断面D字状にカットした平坦なDカット面61が形成されている。
(もっと読む)
Ni基2重複相金属間化合物合金からなる摩擦攪拌加工用ツール及び摩擦攪拌加工方法
【課題】鉄または鉄合金等の加工温度が高温になる被加工材用の、摩耗が少なく高効率で生産性よく摩擦攪拌加工できる安価な摩擦攪拌加工用ツールおよび摩擦攪拌加工方法を提供する。
【解決手段】Ni基2重複相金属間化合物合金にてなることを特徴とする摩擦攪拌加工用ツール。Ni基2重複相金属間化合物合金を母材とする摩擦攪拌加工用ツールであって、前記母材の表面が窒化処理又は浸炭処理の少なくとも一方によって硬化処理されてなることを特徴とする摩擦攪拌加工用ツール。被加工材に高速回転するツール先端を押し当て、発生する摩擦熱により被加工材を可塑化させて攪拌することにより、被加工材を加工する摩擦攪拌加工方法において、上記記載の摩擦攪拌加工用ツールを用いることを特徴とする摩擦攪拌加工方法。
(もっと読む)
シャッタ
【課題】部品点数を削減させ、組み立てを容易にし、且つスムーズな開閉を可能にするシャッタを提供する。
【解決手段】本シャッタでは、ヒンジ2は、断面略C字状の筒状受け部11と、その内部に回動自在に差し込まれる差込片12とから構成する。筒状受け部11及び差込片12は、スラット1の両長辺にそれぞれ一体的に設けられ、筒状受け部11の一方の開放端は、差込片12の一方の面に設けられるR状凹部13が回動自在に係合するR状凸部23とし、他方の開放端は、R状凸部23よりも外側に張り出してスラット1の回動を阻止する回動阻止部(延長端24)とし、筒状受け部11の両側方開放部には、ピン部材4の軸部41を圧入させた構成とする。
(もっと読む)
摩擦攪拌加工用ツール及び摩擦攪拌加工方法
【課題】鉄または鉄合金等の加工温度が高温になる被加工材用の、摩耗が少なく高効率で生産性よく摩擦攪拌加工できる安価な摩擦攪拌加工用ツールおよび摩擦攪拌加工方法を提供する。
【解決手段】ロックウエル硬さ(HRA)が85以上、K1Cが5MPam1/2以上、800℃におけるビッカース硬さ(Hv)が200以上の超硬合金にてなることを特徴とする摩擦攪拌加工用ツール40。被加工材にツール先端41を挿入し、このツールを高速回転させその時に発生する摩擦熱により被加工材31を可塑化させて攪拌することにより、被加工材を加工する摩擦攪拌加工方法において、上記記載の摩擦攪拌加工用ツールを用いることを特徴とする摩擦攪拌加工方法。
(もっと読む)
21 - 30 / 62
[ Back to top ]