
オーエスジー株式会社により出願された特許
11 - 20 / 180
工具の表面改質方法
【課題】工具の表面に対し、加工硬化や圧縮残留応力の付与と表面粗さの向上とを十分に図ることができる工具の表面改質方法を提供すること。
【解決手段】超硬合金製の粒子から構成される第1ショットS1と、鉄系材料製の粒子から構成される第2ショットS2とを混合した混合ショットSmを工具Wの表面に投射するので、第1ショットS1の投射により工具Wの表面を塑性変形させて加工硬化や圧縮残留応力を付与すると共に、その第1ショットS1の投射により工具Wの表面に形成された凹凸の頂部を、第2ショットS2の投射により押し潰して平坦化することができる。その結果、工具Wの表面に対し、加工硬化や圧縮残留応力の付与と表面粗さの向上とを十分に図ることができる。
(もっと読む)
プラグゲージ

【課題】焼戻し温度が比較的低い合金工具鋼に対しても硬質被膜をコーティングできるようにして、耐摩耗性に優れた安価なプラグゲージを提供する。
【解決手段】JIS G 4404の「合金工具鋼鋼材」で規定されている鋼種のうち焼入れ焼戻し熱処理を行う際の焼戻し温度が180℃以下のものを用いて基材20が構成されているとともに、その焼戻し温度以下の処理温度でスパッタリング法により硬質被膜22がコーティングされているため、実用上満足できる耐摩耗性を備えたねじプラグゲージ10が安価に製造される。
(もっと読む)
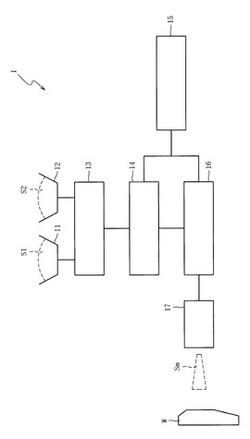
ダイヤモンド被膜または硬質炭素被膜の脱膜方法
【課題】基材の熱影響を抑制できると共に処理コストを抑制できるダイヤモンド被膜または硬質炭素被膜の脱膜方法を提供すること。
【解決手段】ダイヤモンド被膜または硬質炭素被膜が基材にコーティングされた被覆部材Wをチャンバー2に収容し、直流パルス放電でチャンバー2内にプラズマを発生させる。パルス放電は、グロー放電またはアーク放電のような定常的な気体放電と比べて平均電力を小さくでき、被覆部材Wの表面温度を上昇し難くできるので、基材の熱影響を抑制できる。また、パルスの立ち上がり時に高エネルギー密度プラズマを生成できるので、脱膜速度を大きくして処理時間を短縮することができ、処理コストを抑制できる。
(もっと読む)
切削工具用硬質被膜及び硬質被膜被覆切削工具
【課題】優れた耐摩耗性及び耐溶着性を兼ね備えた切削工具用硬質被膜を提供する。
【解決手段】エンドミル10をはじめとする切削工具の表面に被覆して設けられる硬質被膜20であって、TiaCrbAlcMo1-a-b-cの窒化物又は炭窒化物から成る単層膜であり、原子比aは0.2以上0.7以下の範囲内、bは0.01以上0.2以下の範囲内、cは0.01以上0.2以下の範囲内、1−a−b−cは0.1以上であり、且つ、総膜厚は0.2μm以上10.0μm以下の範囲内であることから、被膜中にMoを含有することで被膜表面にMo酸化物が形成され、耐溶着性に優れると共に高硬度の被膜が得られる。すなわち、優れた耐摩耗性及び耐溶着性を兼ね備えた硬質被膜20を提供することができる。
(もっと読む)
切削工具用硬質被膜及び硬質被膜被覆切削工具
【課題】優れた耐摩耗性及び耐溶着性を兼ね備えた切削工具用硬質被膜及び硬質被膜被覆切削工具を提供する。
【解決手段】TiaCrbAlcMo1-a-b-cの窒化物又は炭窒化物から成る第1被膜層22と、TidCreAl1-d-eの窒化物又は炭窒化物から成る第2被膜層24とが、交互に2層以上積層した多層膜であり、原子比aは0.2以上0.7以下の範囲内、bは0.01以上0.2以下の範囲内、cは0.01以上0.2以下の範囲内、1−a−b−cは0.1以上、dは0.1以上0.7以下の範囲内、eは0.01以上0.2以下の範囲内であり、且つ、第1被膜層22の膜厚D1は0.1μm以上5.0μm以下の範囲内、第2被膜層24の膜厚D2は0.1μm以上5.0μm以下の範囲内、総膜厚Dは0.2μm以上10.0μm以下の範囲内であることから、耐摩耗性と耐溶着性を両立させることができる。
(もっと読む)
総形回転切削工具
【課題】切れ味を向上させて切削抵抗や振動を低減し、溝の倒れや加工拡大量を抑制して加工精度を向上させる。
【解決手段】仕上げ加工用のクリスマスカッタ10において、切りくず排出溝16は、シャンク12側から見た工具回転方向と反対方向へ軸心Sに対して1°〜8°の範囲内の一定の傾斜角θ1で傾斜するように直線的に設けられているため、ストレート溝の従来品に比較して溝倒れ量や加工拡大量、切削抵抗が低減されるとともに、振動や切削音についても改善される。このように切削性能が全体として向上し、優れた加工精度が得られるようになり、更なる高能率加工を行うことが可能となった。
(もっと読む)
総形回転切削工具
【課題】切れ味を向上させて切削抵抗や振動を低減し、溝の倒れや加工拡大量を抑制して加工精度を向上させる。
【解決手段】仕上げ加工用のクリスマスカッタ10において、切りくず排出溝16は、シャンク12側から見た工具回転方向と同じ方向へ軸心Sに対して3°〜12°の範囲内の一定の傾斜角θ1で傾斜するように直線的に設けられているため、ストレート溝の従来品に比較して溝倒れ量や加工拡大量、切削抵抗が低減されるとともに、振動や切削音についても改善される。このように切削性能が全体として向上し、優れた加工精度が得られるようになり、更なる高能率加工を行うことが可能となった。
(もっと読む)
ドリル付きタップ
【課題】下穴を切削加工しつつ同時にめねじを切削加工するドリル付きタップにおいて、めねじを高い精度で切削加工できるようにする。
【解決手段】ドリル部12の複数のランド24のヒールにドリル直径Ddと同一寸法の刃先径で逆回転切れ刃36が設けられ、めねじ52を切削加工した後にドリル付きタップ10を抜き出す際に、正のすくい角βで切削加工が行われるようになっている。このため、ドリル刃26により下穴50を切削加工しつつタップ部14でめねじ52の切削加工が行われた段階で、弾性によりめねじ52の内径がドリル直径Ddよりも小さくなっている場合、上記逆回転切れ刃36によってそのめねじ52の内径すなわちねじ山の山頂部分が切削除去され、めねじ52の内径の寸法精度が向上するとともに、そのめねじ52の山頂にかえりが発生する恐れがなく、めねじ52を高い精度で加工できる。
(もっと読む)
盛上げタップ
【課題】完全山部のガイド性を維持してピッチエラーを抑制しつつ、加工トルクを小さくして完全山部に溶着や凝着が生じることを抑制できる盛上げタップを提供すること。
【解決手段】第2完全山部32bのねじ山の頂に山払い加工が施され、第2完全山部32bのねじ山の外径が(D−(3/4)H)未満、即ち、めねじの有効径(寸法D2)と略同一寸法の下穴よりも小さく設定される。よって、めねじの塑性加工工程において、食付き部31による塑性変形によって被加工物に形成されるめねじと第2完全山部32bのねじ山との当接面積を小さくすることができる。よって、塑性変形により被加工物に形成されためねじと第2完全山部32bのねじ山との摩擦を小さくできるので、めねじの塑性加工工程における加工トルクを小さくして第2完全山部32bに溶着や凝着が生じることを抑制できる。
(もっと読む)
ミスト加工用潤滑剤及びミスト加工方法
【課題】アルミニウム又はアルミニウム合金の切削加工を行う際に用いることができ、環境負荷が小さく、工具刃先への溶着を抑制することができるミスト加工用潤滑剤、及び該ミスト加工用潤滑剤を用いたミスト加工方法を提供する。
【解決手段】水酸基を有する水溶性液状化合物、又は当該水溶性液状化合物の水溶液を含み、アルミニウム又はアルミニウム合金の切削加工時において、ダイヤモンドライクカーボンでコーティングした工具の刃先加工点にミスト状にして供給する、ミスト加工用潤滑剤、及び該ミスト加工用潤滑剤を用いたミスト加工方法とする。
(もっと読む)
11 - 20 / 180
[ Back to top ]