
オーエスジー株式会社により出願された特許
21 - 30 / 180
めねじ加工方法および仕上げ用切削タップ
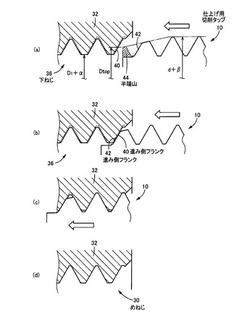
【課題】焼入れ等の硬化熱処理が施される部材に対してめねじを高い精度で効率良く安価に形成できるようにする。
【解決手段】目的とするめねじ30よりも径寸法が小さい下ねじ36を切削加工した後に硬化熱処理を施し、その後に仕上げ用切削タップ10の進み側フランク42が下ねじ36の進み側フランク40に当接するようにリード合わせを行い、その下ねじ36に沿ってリード送りしてめねじ30を切削加工する。これにより、硬化熱処理によって生じる熱歪や伸縮等による変形に拘らず、高い寸法精度でめねじ30を形成できる。また、硬化熱処理前に下ねじ36が設けられるため、仕上げ用切削タップ10によって切削除去する仕上げ代は小さく、硬化熱処理によって45HRC程度まで硬化しても、切削速度等の加工条件の制約が緩和されて効率よくめねじ30を切削加工できるようになり、工具の耐久性向上と相まって製造コストが低減される。
(もっと読む)
ダイヤモンド被覆工具およびその製造方法

【課題】刃部に設けられたダイヤモンド被膜の表面を研磨して刃先幅Φが100nm以下になるまで尖らせ、優れた切れ味が得られるようにする。
【解決手段】工具母材12の表面にダイヤモンド被膜14がコーティングされた刃部16を有するスクライビングホイール(ダイヤモンド被覆工具)10において、イオンビームの照射によりダイヤモンド被膜14が研磨されることにより、刃部16の先端部分に元の刃先角θaよりも大きな刃先角θ1 で且つ刃先幅Φが10〜100nmの範囲内となるように尖らされた先端研磨部24が設けられているため、所定の刃先強度を確保しつつダイヤモンドコーティングに拘らず優れた切れ味が得られるようになる。すなわち、イオンビームの照射による研磨は非接触であるため、刃先20に研磨荷重が作用せず、刃先幅Φが100nm以下になるまで鋭利に研磨することができるのである。
(もっと読む)
深穴加工用ドリル
【課題】所定の切りくず排出性能を確保しつつ心厚を大きくして折損強度を向上させるとともに、加工開始当初から安定した穴明け加工を行うことができるようにする。
【解決手段】シンニングを施す際に形成されるギャッシュ34の底部36に0.03D〜0.05Dの範囲内の半径Rの丸みが設けられているため、切りくずがカールし易くなって切りくず排出性能が向上し、心厚W1を0.30D〜0.40Dの範囲内まで大きくすることにより、切りくず詰まりを抑制しつつ折損強度を高くすることができる。また、一対のランドには第2マージン角度αが35°〜45°の範囲内となる位置に第2マージン56が設けられているため、穴明け加工の開始後速やかにその第2のマージン56によるサポート作用が得られるようになってドリル姿勢が安定する。これにより、溝長Lが長い深穴加工用ドリル10においても実用上満足できる工具寿命が得られるようになる。
(もっと読む)
エンドミル刃付きスパイラルタップ
【課題】寿命を長くすることにより、孔の形成作業の効率を高くすることができるエンドミル刃付きスパイラルタップを提供する。
【解決手段】エンドミル刃付きスパイラルタップ1の工具本体7の先端面2に底刃11が設けられている。工具本体7の外周面18には、底刃11と協働して被加工部材に下孔を形成するための外周刃が設けられている。先端面2には、ギャッシュ13が形成されている。工具本体7の外周面18には、ギャッシュ13に連なる溝19が形成されている。先端面2における工具本体7の直径をDとしたとき、ギャッシュ13の深さLが0.16D以上に設定されている。
(もっと読む)
切削タップ
【課題】被削物に形成されるめねじのフランクの表面粗さを小さくできる切削タップを提供すること。
【解決手段】食付き部21の切れ刃より形成されためねじのフランクは、被削物に切削すべきめねじの両側のフランクよりも軸O側に位置する。また、食付き部21および完全山部22の山頂が同一のリードに設定されているので、食付き部21から完全山部22へ移行する際に、食付き部21の切れ刃により切削されためねじの一方のフランク全体および他方のフランク全体を完全山部22の切れ刃で切削することができる。よって、完全山部22の切れ刃により、第1食付き部23の切れ刃により切削されためねじのねじ山の一方のフランクを切削することができるので、めねじの一方のフランクの表面粗さを小さくすることができる。
(もっと読む)
コーティング前処理方法、ダイヤモンド被膜のコーティング方法、および脱膜処理方法
【課題】ブラスト処理が困難な凹凸の大きい複雑な表面やアスペクト比の大きな穴内面などに対しても適切に表層部を除去して内部の略均一な組織を露出させ、高い付着強度でダイヤモンド被膜をコーティングできるようにする。
【解決手段】ステップS1のコーティング前処理では、酸素プラズマにより基材12の表面を酸化させるとともに、超音波洗浄でその酸化物を除去するため、本焼結の際に形成される焼結肌が適切に除去され、その上に形成されるダイヤモンド被膜18の付着強度が向上する。ステップS1−1の酸化処理では、基材12に負のバイアス電圧を印加するため、基材12の表面に沿って高密度の酸素プラズマが略均一に生成され、アスペクト比の大きな穴内面16に対しても適切に酸化処理が施され、穴内面16を含む基材12の表面全域において焼結肌が短時間で適切に除去される。同様の処理でダイヤモンド被膜18の脱膜処理を行うこともできる。
(もっと読む)
盛上げタップ
【課題】盛上げタップのねじ山を研削加工する際の削り代や負荷を小さくして加工時間を一層短縮するとともに、タップ立て加工時に盛上げタップをリード送りするガイド機能が適切に得られるようにする。
【解決手段】完全山部26の後方側に設けられる円筒ねじ部28には5′〜15′の範囲内の勾配角αでバックテーパが設けられているため、従来のように30′以上の大きな勾配角でバックテーパを設ける場合に比較して、盛上げタップ10のねじ山18を研削加工する際の削り代や負荷が小さくなって加工時間が一層短縮される。また、勾配角αが15′以下であるため、タップ立て加工時に盛上げタップ10をリード送りするガイド機能が適切に得られるようになる一方、勾配角αが5′以上であるため、タップ立て加工時のめねじとの接触摩擦による負荷が適切に軽減される。
(もっと読む)
ダイヤモンド被覆電極、およびダイヤモンド被覆電極の製造方法
【課題】ピンホールによる流体の浸入が少ない耐久性に優れたダイヤモンド被覆電極を提供する。
【解決手段】1層のダイヤモンド層24a・・の膜厚Tcが30〜40nmの超微結晶であるため、ピンホールそのものが小さくなるとともに表面の撥水効果が高くなって電解液等の流体の浸入が抑制される。また、核付け処理を繰り返して超微結晶ダイヤモンド多層コーティング処理を実施し、所定膜厚Tdのダイヤモンド多層膜22a・・を所定の積層数N(≧3)だけ形成するため、ダイヤモンド多層膜22a・・の密着性が向上し、単に種結晶生成処理および結晶成長処理を繰り返すだけで目的とする総膜厚Ttとする場合に比較して被膜強度が高くなり、ピンホールによる流体の浸入が抑制されることと相まって剥離に対して優れた耐久性が得られるようになる。ダイヤモンド多層膜22a・・の間にグラファイト層を設けることも、剥離に対する耐久性向上に有効である。
(もっと読む)
オイルホール付きタップ、およびオイルホール閉塞方法
【課題】オイルホールの先端開口部が閉塞部材によって確実に閉塞されることにより、高い流体圧力で安定した流体供給性能が得られるとともに、タップ本体の先端近くに吐出穴を設けることができるようにする。
【解決手段】タップ本体12を回転させつつアルミニウム板40に押圧することにより、アルミニウム板40を局部的に溶融させてタップ本体12の先端面34に一体的に固着させ、そのアルミニウム固着物をそのまま閉塞部材14として使用するため、簡単で且つ安価に閉塞部材14を設けることができる。このような閉塞部材14は、溶着等により強固に固着され、且つオイルホール30の先端開口部を密閉できるため、高い圧力で潤滑油を供給することにより安定した潤滑性能が得られる。また、タップ本体12の先端近くの食付き部18bに吐出穴32を設けることが可能で、通り穴にめねじを加工する場合でも食付き部18bを適切に潤滑することができる。
(もっと読む)
転造平ダイス
【課題】耐久性を向上させると共に、転造による素材の偏りや傷の発生を抑制できる転造平ダイスを提供すること。
【解決手段】第1平ダイス10の転造歯形面12は、一端面14側から連設される第1食付き部12a、仕上げ部12b及び第2食付き部12cと、第2食付き部12cの他端面15側に連設されると共に加工歯13の山の高さ方向の少なくとも一部を払って形成される山払い部12dとを備えている。これにより、一端面14側からブランクを導入して転造し、山払い部12dでブランクを停止させた後、ダイス間の間隔を狭め、再び一端面14側に向けてブランクを転造する場合、山払い部12dではブランクの歯面が抵抗とならずにダイス間の間隔を目標値どおりに精度良く狭めることができる。その結果、ダイスの耐久性を向上させると共に、転造による素材の偏りを修復することができ、さらに山の頂に傷が発生することを防止できる。
(もっと読む)
21 - 30 / 180
[ Back to top ]