
オーエスジー株式会社により出願された特許
31 - 40 / 180
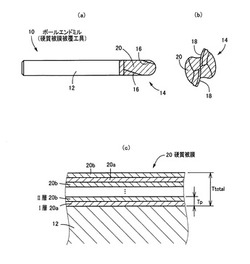
硬質被膜、および硬質被膜被覆工具
【課題】耐溶着性、耐摩耗性、および耐熱性の何れについても優れた性能が得られる硬質被膜を提供する。
【解決手段】ボールエンドミル10の刃部14の表面にコーティングされた硬質被膜20は、(Ala Cr(1-a-b) Yb ) Cc N(1-c) 〔但し、a、b、cはそれぞれ原子比で、0.4≦a≦0.8、0.01≦b≦0.05、0≦c≦0.5の範囲内〕から成るI層20aと、CrCd N(1-d) 〔但し、dは原子比で、0≦d≦0.5の範囲内〕から成るII層20bとが、1nm以上の積層周期Tp で交互に1周期以上積層され、総膜厚Ttotal が0.1μm〜10μmの範囲内とされている。AlCrN系のI層20aは高硬度で優れた耐摩耗性が得られ、CrN系のII層20bは低摩擦係数で優れた耐溶着性が得られる一方、I層20aにY(イットリウム)が所定の原子比で添加されることにより、高温での耐酸化性が向上して優れた耐熱性が得られるようになる。
(もっと読む)
ダイス鋼工具の製造方法および転造ダイス

【課題】硬さが50HRC以上となるように熱処理を行なった後に窒化処理を施して表面硬化させる転造ダイスの製造方法において、転造加工歯の欠損を抑制しつつショットピーニングで白層を適切に除去できるようにする。
【解決手段】表面硬さが1150HV以上となるように窒化処理を行なった後、粒径が20〜90μmの球状で比重が13.8以上、硬さが1400HV以上の超硬合金ショットを用いて、0.2〜0.8MPaの範囲内の投射圧、1秒〜120秒の範囲内の投射時間でショットピーニングが施されることにより、転造加工歯16の欠損を抑制しつつ、窒化処理で生じた白層が適切に除去されるとともに、表面硬さが1300HV以上、圧縮残留応力が600MPa以上とされるため、優れた耐摩耗性や耐疲労強度が得られ、白層が除去されることと相まって耐久性が向上するとともに、転造速度を速くして高能率加工を行なうことが可能となる。
(もっと読む)
スローアウェイ式回転工具
【課題】スローアウェイチップの取り外し作業性を向上させると共に、取り外されたスローアウェイチップが衝突してボデーが変形したり破損したりすることを防止できるスローアウェイ式回転工具を提供すること。
【解決手段】溝部で分割された凸状連結部13を備えるボデーと、複数の立設部を有するスローアウェイチップとを備え、凸状連結部13は、下降傾斜する第1傾斜部13iに連設された摺接部13hで立設部と接する。スローアウェイチップを相対回転させると、第1傾斜部13iの楔効果によって、凸状連結部13を弾性変形させ、突出部が押圧される力を軽減し摩擦力を小さくできる。その結果、スローアウェイチップの回転の初速を小さくでき、取り外されたスローアウェイチップの動きや速度を制御できるため、スローアウェイチップがボデーに衝突することを防止できると共に、ボデーに衝突してもボデーが変形したり破損したりすることを防止できる。
(もっと読む)
エンドミル及びその製造方法
【課題】シャンクの軸線を傾けることなくアンダーカット形状の切削加工を行うことができるエンドミルの製造方法を提供すること。
【解決手段】ダイヤモンドチップ3を仮シャンクに仮固定して研磨部30bを形成し、その後に仮シャンク5からダイヤモンドチップ3を取り外して加工用のシャンク2に固定する。よって、ダイヤモンドチップ3が仮シャンク5に取付けられる取付け面を変更できるので、ダイヤモンドチップ3の取付面を当て面34から係合凸部37に変更できる。このように取付面を変更するために、貫通穴30aを中心としてダイヤモンドチップ3を回転させるので、円弧状の研磨部30bが凸となる向きを、仮シャンクの先端向きからシャンク2の一側向きに変更できる。これにより、円弧状の研磨部30bをシャンク2の回転軌跡よりも外側へ突出させることができる。
(もっと読む)
転造ダイス
【課題】アヤ目のローレット目を美麗に、かつ、高い生産性で形成できる転造ダイスを提供すること。
【解決手段】セグメントダイス20の第2加工歯21aの正面ピッチは、セグメント角θに対する丸ダイス10の第1転造歯形面11の円弧Lcの長さを丸ダイス10の第1加工歯11の正面ピッチで除した数値aで、セグメントダイス20の第2転造歯形面21の長さLsを除した数値b若しくはその数値bの近似値cに設定されている。これにより、セグメントダイス20における加工歯1ピッチあたりのブランクの速度と、丸ダイス10における加工歯1ピッチあたりのブランクの速度とを略等しくすることができ、第1転造歯形面11や第2転造歯形面21においてブランクに滑りが生じることを防止できる。その結果、ローレット目に傷が付くことを防止でき、アヤ目のローレット目を美麗に、かつ、高い生産性で形成できる。
(もっと読む)
加工ヘッド交換式回転工具、ホルダー、および加工ヘッド
【課題】ホルダーと加工ヘッドとが締結用おねじおよび締結用めねじによって一体的に結合される加工ヘッド交換式回転工具において、所定の取付強度を維持しつつ加工ヘッドを容易に取り外して交換できるようにする。
【解決手段】締結用おねじ18および締結用めねじ20が、追い側フランク52のフランク角αが進み側フランク54のフランク角βよりも小さいバットレスねじにて構成されているため、加工ヘッド14によりフライス加工が行なわれる際に熱で膨張しても、その追い側フランク52同士が強固に密着させられて溶着する可能性は小さいとともに、反対側の進み側フランク54についても溶着が抑制され、加工ヘッド14を交換する際の取外し作業が容易になる。その場合に、進み側フランク54のフランク角βは比較的大きいため、所定の取付強度を維持できる。
(もっと読む)
トリプルアングルドリル
【課題】FRPに穴明け加工を行なう場合に生じ易いデラミネーションの発生が一層適切に抑制されるようにする。
【解決手段】第1切れ刃18a〜第3切れ刃18cの先端角α1〜α3の変化でスラスト抵抗が段階的に変化するため、手動機により送り速度を手動で調整しつつ穴明け加工を行なう場合でも、スラスト抵抗の変化から穴明け加工の進行度合を認識して送り速度を調整することが可能で、FRPに穴明け加工を行なう場合でも最後(外周縁)まで適切に切削加工が行なわれるようにでき、進み過ぎに起因するデラミネーションの発生が抑制されて良好な加工穴品質が得られる。特に、第2切れ刃18bの外周側に第3切れ刃18cが設けられ、その第3切れ刃18cの第3先端角α3が1°〜11°の範囲内と小さいため、軸方向長さを小さく維持しつつデラミネーションの発生が一層適切に抑制されるとともに、外周コーナ摩耗が抑制されて耐久性が向上する。
(もっと読む)
ロータリドレッサ
【課題】進み側フランクおよび追い側フランクの逃げ形状が異なるねじれ溝タップを能率的に製造できるようにして製造コストを低減する。
【解決手段】ロータリドレッサ50によってドレッシングされるねじ研削用砥石42は、仕上げ研削用の第1研削山32および第2研削山34がねじ山14のピッチPの2倍の間隔2Pだけ軸方向に離間して設けられているとともに、一方の第1研削山32は進み側フランク26のみを研削加工するように断面形状が定められている一方、他方の第2研削山34は追い側フランク28のみを研削加工するように断面形状が定められているため、ねじれ溝22のねじれよって両フランク26、28に対する研削加工のタイミングがずれ、カム形状44に倣ってねじ研削用砥石42を周期的に接近離間させるだけで、進み側フランク26および追い側フランク28に異なる逃げ形状の逃げが設けられる。
(もっと読む)
摩擦攪拌接合用ツール
【課題】攪拌棒とショルダー部材とが別体に構成されている摩擦攪拌接合用ツールにおいて、所定の固定強度を確保しつつ簡単且つ安価に構成されるとともに攪拌棒の交換作業や位置変更作業等を容易且つ迅速に行なうことができるようにする。
【解決手段】攪拌棒16の外周面には軸心と直交する方向に対して垂直な平坦面30が設けられ、その平坦面30にロックねじ18の先端面が面接触するように当接させられることにより、攪拌棒16がショルダー部材12に対して回転不能に一体的に固定されるため、単一のロックねじ18で所定の固定強度を安定して確保することが可能で、簡単且つ安価に構成できるとともに、攪拌棒16の交換作業や位置変更作業等を容易且つ迅速に行なうことができる。
(もっと読む)
流体供給孔付き小径回転工具
【課題】回転加工部とシャンクとの境界部分に流体供給孔の開口が設けられ、その開口から加工部位に対して流体を吐出させる場合に、その流体が外周側へ飛散することを抑制して加工部位に対する供給効率を向上させる。
【解決手段】シャンク12とドリル部(回転加工部)14との境界部分に傾斜角θが0°〜15°の範囲内の段差面20が設けられ、その段差面20に流体供給孔24が開口させられているため、その開口部24aの傾斜も傾斜角θと同じで15°以下になる。これにより、開口部24aの傾斜に起因する流体の外周側への飛散が抑制され、ドリル部14による加工部位に対する流体の供給効率が向上する。また、段差面20の内周端は凹円弧形状のコーナR22を介して滑らかにドリル部14に接続されているため、傾斜角θが15°以下と小さい場合でも、ドリル部14の基端部分に対する応力集中が緩和され、その応力集中に起因する折損等が抑制される。
(もっと読む)
31 - 40 / 180
[ Back to top ]