
トクセン工業株式会社により出願された特許
31 - 40 / 44
スチールコードおよび自動車用タイヤ
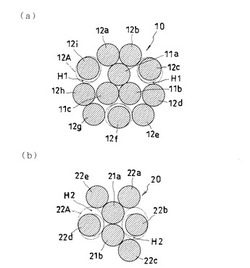
【課題】十分なゴム侵入性と優れた耐疲労性とを有するm/n構造の2層撚りのゴム製品補強用スチールコードおよび該スチールコードを補強材に使用した自動車用タイヤを提供する。
【解決手段】m/n構造のスチールコード10のシース素線12a〜12iの少なくとも1本の素線(12c,12f,12i)を予め小さなスパイラル状又は波状にくせ付けした素線とし、撚りほぐした後のくせ付け素線の投影面における軌跡とコード撚りのためのスパイラルくせの基準線(正弦波)との乖離巾Lと素線径dとの比率L/dが素線全周角で0.7を超える箇所が存在せず、0.07〜0.7の範囲内である箇所が撚りスパイラル1ピッチ当たり2箇所以上存在するようコード外周からの突出量を調整する。
(もっと読む)
スチールコードおよび自動車用タイヤ

【課題】十分なゴム侵入性と優れた耐疲労性とを有する単層撚りのゴム製品補強用スチールコードおよび該スチールコードを補強材に使用した自動車用タイヤを提供する。
【解決手段】1×nのスチールコード10の少なくとも1本の素線11を予め小さなスパイラル状又は波状にくせ付けした素線とし、撚りほぐした後のくせ付け素線11の投影面における軌跡とコード撚りのためのスパイラルくせの基準線(正弦波)との乖離巾Lと素線径dとの比率L/dが素線全周角で0.7を超える箇所が存在せず、0.07〜0.7の範囲内である箇所が撚りスパイラル1ピッチ当たり2箇所以上存在するようコード外周からの突出量を調整する。
(もっと読む)
ゴム製品補強用スチールコード
【課題】十分なゴム侵入性と優れた耐疲労性とを有する単層撚りのゴム製品補強用スチールコードを容易且つ確実に得られるようにする。
【解決手段】1×n(n=3〜6)の単層撚りで、コード撚りのためのスパイラルくせ以外はくせ付けを有しないノーマルフィラメント(素線12)とコード撚りのためのスパイラルくせとは別の小さなスパイラル状のくせを有するスパイラルフィラメント(素線11)とからなるスチールコード10であって、スパイラルフィラメントを、撚りほぐした後水平に配置し水平面に投影した軌跡の投影面における接線t2とコード撚りのためのスパイラルくせの基準線r2とのなす角度α2の最大値がコード撚り角の1.2〜2.0倍となるようにする。
(もっと読む)
伸線性および耐食性に優れた被覆線材、この被覆線材を伸線して得られる耐食性に優れたゴム補強用線条体、並びに該ゴム補強用線条体とゴムとの複合体
【課題】本発明の目的は、ゴム補強用線条体に伸線する前の原線であって、伸線性に優れた被覆線材を提供することにある。また本発明の他の目的は、この被覆線材を伸線して得られるゴム補強用線条体を提供することにある。更に本発明の他の目的は、該ゴム補強用線条体とゴムとの複合体を提供することにある。
【解決手段】鋼素線の表面にCuおよびZnを含む被覆層を有する被覆線材であって、前記被覆層の平均Cu含有量が5〜45質量%であり、且つ、前記被覆層の結晶構造を、CuのKα線を用いたθ−2θ法によるX線回折で測定したときに、CuZn5化合物の存在を示す回折ピーク群が認められると共に、回折角2θ=37.7〜37.8°の間にあるピークの半値幅が0.05〜0.22°の被覆線材である。
(もっと読む)
ワイヤ放電加工機用ワイヤ
【課題】芯材と、同芯材の周囲に形成された被覆層とからなるワイヤ放電加工機用のワイヤにおいて、上記被覆層の最適厚さを理論的に算出する。
【解決手段】芯材と、同芯材の周囲に形成された被覆層とからなるワイヤ放電加工機用のワイヤにおいて、
型彫り放電加工機の単発放電により、上記被覆層と同じ材料製のワークに形成された単発放電痕5の平均深さをHave とし、型彫り放電加工機の単発放電により上記ワークに形成された単発放電痕の面積をScとし、放電周波数をFpとし、単位時間当たりのワイヤ進行方向の表面積をΔS とし、ワイヤ表面における放電痕の重なる割合XをX=Sc・Fp/ΔS とした場合、上記ブラスメッキの最小メッキ厚さTbmin が、数式Tbmin=Have ・Xにより算出されるという理論式により、上記被覆層の最小厚さTbmin を算出することで課題解決の手段とする。
(もっと読む)
歯列矯正スロットライナおよびその製造方法
【課題】表面硬度がHv400以上のTi−15Mo−5Zr−3Al合金製の歯列矯正スロットライナを得る。
【解決手段】Ti−15Mo−5Zr−3Al合金で構成される帯状の板材あるいは線材を曲げ加工して断面円弧状にし、次いで、底面を圧縮してその肉を左右に押しやって角部の肉圧の減少を防止または増大させつつ曲げ加工して断面U形または凹形に形成し、さらに、上下左右のローラで加圧して最終の断面凹形に形成した後、熱処理を施すことにより、スロットライナの表面硬度をHv400以上にすることで課題解決の手段とする。
(もっと読む)
医療用ガイドワイヤ
【課題】先端部が形態順応性に優れ、先端部に引き続く基端部がトルク伝達性に優れ、先端部と基端部とを接合する接合部を含む接合部付近の外径変化が小さい医療用ガイドワイヤを提供すること。
【解決手段】基端側部材12は先端側端面12aに向かって先細となるようにテーパ状に加工された部分を有し、基端側部材12の先端側端面12aには先端側部材11を挿入可能な長孔13を基端側部材12の軸線方向に設け、長孔13内に基端側端面11aを含む先端側部材11の一部を挿入し、基端側部材12の先端側端面12aとの間にロウ材14の浸入可能な隙間15を介在させて基端側部材12の先端側端面12aの外径と略同じ外径のコイル状線材16を先端側部材11の一部の外周を覆うように取り付け、隙間15から浸入したロウ材14により先端側部材11と基端側部材12とが接合されている。
(もっと読む)
医療用ガイドワイヤ
【課題】先端部が形態順応性に優れ、先端部に引き続く基端部がトルク伝達性に優れ、先端部と基端部の接合強度が高い医療用ガイドワイヤを提供すること。
【解決手段】形態順応性の良好な金属線材から形成された先端側部材11と、トルク伝達性に優れた金属線材から形成された基端側部材12とを有し、先端側部材11の基端側端面11aと基端側部材12の先端側端面12aとを接合端面として両部材を接合する。先端側部材と基端側部材の各接合端面11a、12aの間にはロウ材が浸入可能な隙間14が設けられ、先端側部材11と基端側部材12の接合部15の外周面を覆う接続部材16と同接合部15の外周面との間にはロウ材が浸入可能な隙間17が設けられ、上記隙間14と17にロウ材13が充填されて先端側部材11と基端側部材12とが接合され、上記接続部材16は接合部15の外周ならびに接合部15に引き続く先端側部材11の一部の外周を覆っている。
(もっと読む)
医療用ガイドワイヤ
【課題】先端部が形態順応性に優れ、先端部に引き続く基端部がトルク伝達性に優れ、先端部と基端部の接合強度が高い医療用ガイドワイヤを提供すること。
【解決手段】先端部2の中心線材5を超弾性合金とし、中心線材5の最先端部が露出するように中心線材5の長手方向の少なくとも一部をステンレス鋼鋼管6で被覆し、先端部2に引き続く基端部3の線材が高珪素ステンレス鋼である。
(もっと読む)
放電加工用電極線
【課題】低コストで、かつタングステン製放電加工用電極線とほぼ同様の加工性能を備えた放電加工用電極線を提供する。
【解決手段】芯材の組成を、炭素含有量0.50〜1.20重量%の鋼材を焼入れ、焼戻しして得られる焼戻しマルテンサイト組織とすることにより、高温時での電極線の引張り強度を、タングステン製放電加工用電極線の引張り強度とほぼ同じ程度にすることができ、その結果、高張力下での放電加工の可能な放電加工用電極線を得ることが可能となる。また、芯材が鋼材であるので、タングステンに較べて素材コストおよび製造コストが安価なため、黄銅被覆鋼線とほぼ同様な製品コストの放電加工用電極線を得ることができる。
(もっと読む)
31 - 40 / 44
[ Back to top ]