
旭サナック株式会社により出願された特許
21 - 30 / 194
多液混合装置
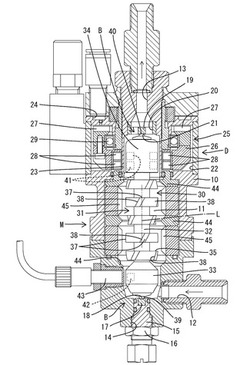
【課題】撹拌部材を安定して支持する。
【解決手段】軸受手段Bは、撹拌部材30の回転軸方向における一方の端部に設けた上流側軸端部39と、上流側軸端部39からの回転軸方向の押圧力を支承する上流側軸受部材17(軸受部)とを備え、上流側軸受部17に、上流側軸端部39から上流側軸受部材17に対して回転軸方向の押圧力が作用したときに、回転軸と直角な方向において上流側軸端部39を撹拌空間11の軸心線Lに向かって誘導するテーパ状の上流側調芯面18を形成している。撹拌部材30には、撹拌部材30の回転軸方向及び回転方向の両方向に対して斜めをなし、撹拌部材30の回転動作に伴う液体の抵抗により上流側軸端部39を上流側軸受部材17側へ押圧する受圧面38が形成されている。
(もっと読む)
静電塗装用スプレーガン

【課題】塗装作業中に高電圧の発生について容易に確認することができ且つ視認性を向上させることができる静電塗装用スプレーガンを提供する。
【解決手段】スプレーガン2は、ガン本体と、塗料を帯電させるための直流高電圧を発生する高電圧発生装置15と、この高電圧発生装置により発生させた高電圧が印加される電極16と、前記ガン本体に設けられ、前記高電圧の発生の有無を表示するための表示手段17とを備える。表示手段17は、前記高電圧の発生の有無に応じて発光する発光ダイオード群58を有する。
(もっと読む)
静電塗装用スプレーガン及び静電塗装システム
【課題】塗装作業中に作業者に対して確実に報知することができ、安全且つ安定した静電塗装を行うことができる静電塗装用スプレーガン及び静電塗装システムを提供する。
【解決手段】スプレーガン12は、ガン本体31と、このガン本体に備えられたグリップ部32と、塗料を帯電させるための直流高電圧を発生する高電圧発生装置15と、当該高電圧発生装置15により発生させた高電圧が印加される電極16と、グリップ部32に設けられた振動モータ17とを具備する。このスプレーガン12では、振動モータ17の振動動作に基づきグリップ部32を振動させて使用者に対する報知を行うように構成されている。
(もっと読む)
線材切断装置
【課題】駆動部の所要駆動力を低減し、装置のコンパクト化を実現した線材切断装置を提供する。
【解決手段】線材Mを所定長ずつ間欠に移送する移送部と、固定刃21及び可動刃22を有して移送された線材Mを切断するカッター部2と、カッター部2の可動刃22を駆動する駆動部3と、を備える線材切断装置1であって、カッター部2の可動刃22と駆動部3との間に、複数組のカム及びカムフォロアからなり駆動部3の駆動力により前記可動刃22を往復駆動する確動カム機構4を備えた。さらに、確動カム機構4は、駆動部3により往復駆動される主スライドカム5及び従スライドカム6と、主スライドカム5に摺接する主カムフォロア73及び従スライドカム6に摺接する従カムフォロア76を有して揺動するカムレバー7と、カムレバー7と可動刃22とを連結する連結レバー8と、を有することが好ましい。
(もっと読む)
粉体塗装方法
【課題】 ワーク61表面に厚肉の粉体塗料の熔融塗膜を形成することができ、しかも、オートバイのスポークの内面や、モータのコア等、隙間が狭い場合でも、熔融塗膜の詰まりがなく、ワーク全体に亘って均一な膜厚の熔融塗膜を形成することができる粉体塗装方法を提供する。
【解決手段】 ワーク61の被塗装面に、エアーによって流動又は霧化された粉体塗料Aが存在する状態で、高周波電源7に接続された電磁誘導コイル11によって粉体塗料Aの融点以上の温度にワーク61を加熱し、ワーク61の被塗装面に粉体塗料Aの熔融塗膜を形成する。
(もっと読む)
圧造機
【課題】圧造本体部の周囲及び上方を覆うカバーの分解作業性を向上して内部調査や部品交換などのメンテナンスを容易とし、かつ耐油性に優れた圧造機を提供する。
【解決手段】ベース2と、ベース2上に配置されクーラントを使用しながらパンチとダイスによる圧造加工を行う圧造本体部3と、圧造本体部3の周囲及び上方を覆うカバー8と、を備える圧造機1であって、カバー8は、圧造本体部3の周囲及び上方に配置されて所定の機械的強度を有する骨組部材5と、骨組部材5及びベース2及び圧造本体部3の少なくとも一つに着脱可能に取り付けられるとともに互いに連接して圧造本体部3の周囲及び上方を覆う複数枚のパネル部材61〜73と、を含むことを特徴とする。さらに、骨組部材5は内部空間を有するパイプ材を用いて構成され、パイプ材の内部空間を圧造本体部3に至る配管及び電気配線の少なくとも一方の経路とすることが好ましい。
(もっと読む)
圧造機械の操作装置
【課題】 操作盤が1つであり、圧造機械のメンテナンス作業の邪魔にならない圧造機械の操作装置を提供することである。
【解決手段】 本発明の圧造機械の操作装置1は、圧造機械を内部に収納し、開閉可能な開閉部21を側面23に有するカバー2の外部で、開閉部21の位置する側面23をスライド可能な移動本体部3と、移動本体部3に取り付けられ、圧造機械の操作をするための操作部2と、を有することを特徴とする。
(もっと読む)
多液混合システム、多液混合装置の制御装置、多液混合装置の制御方法及びプログラム
【課題】混合比を高い精度で適正に保つ。
【解決手段】硬化剤(第1液)と主剤(第2液)を共用流路2に交互投入して混合する多液混合装置1の投入動作を制御する制御装置60は、主剤の実測投入量V2aを検出する主剤投入量検出部65Mdと、硬化剤投入量検出部65Hdの検出結果に基づいて主剤の次回の投入予定量VC4を決定する主剤投入予定量決定部65Meと、主剤の次回の投入予定量VC4と、予め設定されている主剤と硬化剤の目標混合比N1:1と前回投入済みの主剤と硬化剤の実測混合比V2a:V1aとの誤差とに基づいて、硬化剤の次回の投入予定量VC6を決定する硬化剤投入予定量決定部65Heとを備えている。
(もっと読む)
粉体搬送装置
【課題】 粉体塗装ガンから吐出される総エアー量の調整を行っても、粉体塗装ガンから吐出される単位時間当たりの粉体量を一定に保つことができるようする。
【解決手段】 吐出口14から搬送ホース6を介して粉体のエアー搬送を行うインジェクター12を備えた粉体搬送装置において、メインエアーノズル7から供給されるメインエアー量を、吐出口14から搬送ホース6に供給する粉体の設定吐出量が得られる量とし、サブエアーノズル8から供給されるサブエアー量を、搬送ホース6に供給する総エアーの設定量からメインエアー量を差し引いた量に制御し、インジェクター12の吐出口14から吐出される総エアー量を増減させても、インジェクター12の吐出口14から吐出される総エアー量中に含まれる単位時間当たりの粉体量を一定に保つことができるようにした。
(もっと読む)
粉体塗装装置における塗料残量計測装置
【課題】 粉体塗装装置の稼働時間から簡単に、粉体塗料タンク1内の粉体塗料Aの残量を計測することができるようにする。
【解決手段】 メインエアーノズル7の流量絞り弁10と、サブエアーノズル8の流量絞り弁11を調節する電子制御装置13に、インジェクター2の稼働時間を積算し、その積算時間に、単位時間当たりの粉体塗料Aの吐出量を掛けあわせて計算した粉体塗料積算使用量を計算し、粉体塗料タンク1の初期投入量から粉体塗料積算使用量を減算して粉体塗料タンク1の残量を計測する残量計測プログラムを内蔵させる。
(もっと読む)
21 - 30 / 194
[ Back to top ]