
株式会社イノアックコーポレーションにより出願された特許
51 - 60 / 1,145
電球形電灯の筐体の製造方法
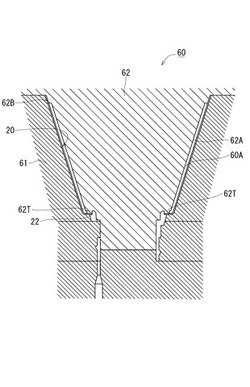
【課題】インサート成形時のキャビティ内における金属製筐体の位置決めを向上させることが可能な電球形電灯の筐体の製造方法を提供する。
【解決手段】開閉可能な第1と第2の成形金型61,62を用いて金属製筐体20に対する樹脂製筐体のインサート成形により筐体を製造する場合に、第1の成形金型61に備えたすり鉢形凹面61Aに金属製筐体20の外面を当接させかつ、第2の成形金型62に備えたメイン押圧突部62Bを金属製筐体20の大径側端部に押し付けると共に、第2の成形金型62のうちインナー嵌合筒部31を成形するインナー成形面62Aから第1と第2の成形金型61,62の開閉方向に突出したサブ押圧突部62T,62Tを金属製筐体20の小径側端部に押し付けてから、溶融樹脂を第1と第2の成形金型61,62の間のキャビティ60Aへと射出して樹脂製筐体を成形する。
(もっと読む)
透明樹脂成形体及び当該透明樹脂成形体の製造方法、並びに、当該透明樹脂成形体を用いた導光体
【課題】 アニール処理をしなくても、寸法安定性に優れた、透明樹脂成形体及び当該透明樹脂成形体の製造方法の提供。
【解決手段】 透明樹脂成形体と、
前記透明樹脂成形体の少なくとも片面に張り付けられたセパレータフィルムと有し、
前記セパレータフィルムは、120℃で30分加熱処理した際の熱収縮率が0.5%以上である、セパレータ付透明樹脂成形体。
(もっと読む)
熱プレス成形体の製造方法

【課題】熱プレス型へのプリプレグのセット時にプリプレグが扱い易く、しかもプリプレグに皺を生じにくく、熱プレス時に形状追従性が良好な熱プレス成形体の製造方法を提供する。
【解決手段】連続気泡構造を有する発泡体又は繊維からなる多孔体の基材に2〜3官能のイソシアネート化合物を含浸させる含浸工程を行い、次に2〜3官能のイソシアネート化合物含浸後の基材に、170℃以上の過熱蒸気を吹き付けて、基材内の2〜3官能のイソシアネート化合物を加熱する加熱工程を行うことにより半硬化状態のプリプレグを形成し、次にプリプレグの片面又は両面に表皮材を配置して熱プレス型にセットし、熱プレスすることにより熱プレス成形体を得る。
(もっと読む)
胸部用パッド、および、胸部用パッドが取り付けられたブラジャー
【課題】快適な付け心地を担保しつつ、胸の保形性を向上させることが可能な胸部用パッド、および、その胸部用パッドが取り付けられたブラジャーを提供する。
【解決手段】(a)本体部12,22と、(b)その本体部の下縁に位置し、本体部より薄肉のフランジ部14,24とからなる胸部用パッド10,20を、軟質樹脂によって一体的に成形する。また、そのように一体成形された胸部用バッドをブラジャー30に取り付ける。これにより、胸に装着される本体部の柔軟性を高くするとともに、その本体部の下縁をフランジ部によってハリのある状態で維持することが可能となる。したがって、本体部によって快適な付け心地を担保しつつ、フランジ部によって胸の保形性を向上させることが可能となる。
(もっと読む)
プリプレグの製造方法と製造装置
【課題】扱い易く、形状追従性が良好で、自動車の成形天井やドアトリム等の内装部材、あるいはパソコンの筐体等の製造に好適なプリプレグを、効率良く製造する方法を提供する。
【解決手段】連続気泡構造を有する発泡体又は繊維からなる多孔体の基材に、2〜3官能のイソシアネート化合物をスプレーあるいはロールコーター法等により含浸させる含浸工程を行い、次に2〜3官能のイソシアネート化合物含浸後の基材に、170℃以上で200℃未満の過熱蒸気を吹き付けて、基材に含浸及び付着している2〜3官能のイソシアネート化合物を加熱する加熱工程を行うことにより、半硬化状態のプリプレグを製造する。
(もっと読む)
電球形電灯及びその筐体
【課題】強度及び生産性が共に高い電球形電灯及びその筐体を提供することを目的とする。
【解決手段】本発明の電球形電灯10の筐体13は、電球形電灯10の基端部から先端部に向かって拡径してその大径側端部の内側に放熱部材40が嵌め込まれる金属製筐体20と、電球形電灯10の基端部から先端部に向かって拡径して金属製筐体20の内側に嵌合しかつ大径側端部が放熱部材40に突き合わされるインナー嵌合筒部31を有する樹脂製筐体30とを備え、インナー嵌合筒部31のうち軸方向の中間位置P1より口金17側の部分を、金属製筐体20に固着された状態で金属製筐体20を内側から支持する固着支持筒部31Aとする一方、インナー嵌合筒部31のうち中間位置P1より放熱部材40側の部分を、金属製筐体20に固着されていない状態で金属製筐体20を内側から支持する非固着支持筒部31Bとした。
(もっと読む)
ウレタンフォーム成形体,そのウレタンフォーム成形体によって形成された衣料用パッド、および、ウレタンフォーム成形体製造方法
【課題】ウレタンフォーム成形体、および、そのウレタンフォーム成形体によって形成される衣料用パッドの実用性を向上させる。
【解決手段】除膜処理が施されるとともに、セル数が5〜35個/25mmであるシート状のウレタンフォーム成形体において、表面に加熱状態での加圧処理が施され、通気性(JIS L 1096:2010 A法)が125cc/cm3/sec以上であるように構成する。除膜処理によって、ウレタンフォーム成形体内全体の通気性,透水性等を向上させることが可能となる。また、加熱状態での加圧処理によって、表面のセルの突起を倒すことが可能となり、滑らかな表面のウレタンフォーム成形体を形成することが可能となる。これにより、ウレタンフォーム成形体、および、そのウレタンフォーム成形体によって形成される衣料用パッドの実用性を向上させることが可能となる。
(もっと読む)
クッション体
【課題】天然羽毛の軸状物が袋体から突き出る心配がなく、羽毛アレルギーのおそれがなく、圧縮時に天然羽毛に近い感触が得られ、天然羽毛を使用する場合よりも軽量であり、圧縮変形後の戻りが良く、圧縮後には形状を整える必要がなく、繰り返し圧縮歪が小さいクッション体の提供を目的とする。
【解決手段】複数又は単一の繊維を径が3〜10mmの粒状にした粒綿22と、1〜40mmの弾性発泡体の粉砕物24と、厚さ0.01〜0.10mm、最大長さ3〜50mmのポリエチレンフィルム片26とからなる混合物21を、袋体11に詰めてクッション体10を構成した。
(もっと読む)
車両用フロアカーペットの製造方法
【課題】外方へ凸状の屈曲部を有する車両用フロアカーペットを容易かつ安価に製造できる方法の提供を目的とする。
【解決手段】バインダー付着チップ48をモールドの下型キャビティ面35上に充填し、バインダーを硬化させることにより、中央部13Aとその両端の側部15A,15Aとからなる凸状の屈曲部11Aを有する中間成形品10Aを前記屈曲部11Aの中央部13Aと側部15A,15Aとの間の角度a’が製品角度aよりも大となるように形成する中間成形品成形工程と、その後、中間成形品の屈曲部11Aにおける中央部13Aと側部15A,15Aとの間の角度a’を製品角度aに狭くして加熱し、角度の矯正を行う角度矯正工程とにより、凹状の屈曲部を有する車両用フロアカーペットを製造する。
(もっと読む)
シャッタ
【課題】開閉操作を軽い力で行ない得るようにする。
【解決手段】シャッタSは、ガイドレールにスライド移動可能に支持されて該ガイドレールに合わせて屈伸変形するシャッタ基材SBと、スライド移動方向における一端側だけをシャッタ基材SBに固定して該シャッタ基材SBに重ねて設けられたパッド部材PDとを備える。シャッタ基材SBは、パッド部材PDに該シャッタ基材SBから離れる方向で引掛かる一方、該パッド部材PDのスライド移動方向の移動を許容する係止爪部62を備える。従って、シャッタ基材SBがガイドレールに合わせて屈伸変形する際に、パッド部材PDがシャッタ基材SBに対してスライド移動方向へ移動することが許容されるから、該パッド部材PDはスライド移動方向へ引っ張られない。
(もっと読む)
51 - 60 / 1,145
[ Back to top ]