
河西工業株式会社により出願された特許
1 - 10 / 593
テープ貼着工具
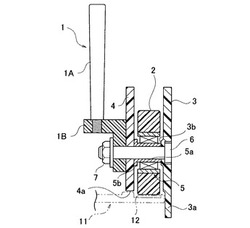
【課題】テープを相手部材の側縁部に沿って容易に貼着できるテープ貼着工具の提供を図る。
【解決手段】把手1Aを把持してテープガイド3の位置決め部3aをドアトリム11の側縁部に当接させて、ドアトリム11の所定位置に貼着した不織布テープ12の貼着始端上にローラ2を押し当てて、テープ貼着方向へ転動させる。これにより、不織布テープ12はテープガイド3,4によってテープ幅方向の遊動が規制されてローラ2とドアトリム11面との間に逐次遊動されると共に、ドアトリム11の側縁部に沿って整然と貼着される。
(もっと読む)
発泡樹脂成形体構造

【課題】軽量で、かつ、曲げ剛性に優れた発泡樹脂成形体を得るのに好適な発泡樹脂成形体構造を提供する。
【解決手段】発泡樹脂成形体PBは、その板厚が厚い部分PB1と薄い部分PB2とが交互に連続した凹凸形状になっており、板厚が厚い部分PB1における発泡層1は、多数の気泡セルSが割れずに独立して存在する通常発泡層として、一対のスキン層2A、2Bを連結する機能を有し、板厚が薄い部分PB2における発泡層1は、軽量化層として、多数の気泡セルが割れて繋がった形態の中空層3を有するものである。
(もっと読む)
車両用内装材
【課題】 接着剤や専用の装置、治具を使用することなく、簡単な手作業で吸音材を内装材本体に固定できる車両用内装材を提供する。
【解決手段】 車両用内装材は、合成樹脂で成形される内装材本体30と、内装材本体30の裏面31に設けられる吸音材33と、吸音材33を裏面31に固定するための紐状体40と、紐状体40を掛止するための掛止体38と、を有する。紐状体40は、裏面31における吸音材33の一側に設けられるヒンジ部41と、ヒンジ部41で折り返されて吸音材33の他側に延び、吸音材33を裏面31に押し付ける圧着部42と、圧着部42の少なくとも先端に設けられ、掛止体38に掛止される球状部43と、を有すると共に、内装材本体30に一体成形される。
(もっと読む)
車両用内装部品
【課題】加飾表皮の周縁端末の処理に要する工数を低減し、併せて、製造時のライン編成を短縮することができる車両用内装部品を提供する。
【解決手段】車両用内装部品である中接部材の芯材13は、芯材本体14と、芯材本体14の周縁にヒンジ部16を介して回動自在に設けられるとともに加飾表皮20の周縁端末が接着される巻き込み部15とを備えている。この芯材13は、加飾表皮20が外側に向くように巻き込み部15を芯材本体14に対して折り返すことにより、加飾表皮20の周縁端末を芯材13の裏面側へと巻き込み処理する。また、巻き込み部15は、先端部が屈曲形状を備えており、巻き込み部15を芯材本体14に対して折り返した場合に、先端部の屈曲部位17が貫通孔に嵌め合わされるとともに、ツメ部19が巻き込み部15の先端部と係合することにより折り返し状態が保持される。
(もっと読む)
車両用照明装置
【課題】部品点数の増加やコストの増加を抑えて面状に照明することができる車両用照明装置を提供する。
【解決手段】 車両用内装材24を透明あるいは半透明の透光性を有する樹脂で形成し、樹脂の少なくとも一端面241に対向して光源25を配置したので、光源25からの光は、車両用内装材24である樹脂を導光体として光が伝達され、面状に発光する。これにより、従来のように導光体を別個に設ける必要がないため、部品点数の増加やコストの増加を抑えて、車両用内装材24を面状に発光させることができる。また、既存の部品を用いるので、組み立て工数が増加しない。
(もっと読む)
車両用内装部品
【課題】加飾表皮の周縁端末の処理に要する工数を低減し、併せて、製造時のライン編成を短縮することができる車両用内装部品を提供する。
【解決手段】車両用内装部品である中接部材12の芯材13は、芯材の裏面に溝形状からなる巻き込み部16を備え、加飾表皮17の周縁端末17aを巻き込み部16に木目込み処理して固定している。これにより、加飾表皮17の周縁端末17aを芯材13の裏面に接着固定せずに、その周縁端末17aを処理することができる。そのため、接着材の塗布工程が不要となるため、乾燥工程や、塗布工程におけるマスキングを施す必要もない。
(もっと読む)
樹脂成形品の製造方法
【課題】第1樹脂成形体の端末部に第2樹脂成形体を接合した形態の樹脂成形品の製造方法において、その接合強度の向上を図ることができ、かつ、接合部での樹脂漏れによる外観不良を効果的に防止し得る、当該樹脂成形品の製造方法を提供する。
【解決手段】
前記第2樹脂成形体3を成形する工程では、第1樹脂成形体2の端末部2Aにおける両面のうちキャビ型11の型面との当接により形成される意匠面Fとは反対の裏面R側に空隙G3を設け、この空隙G3に第2樹脂成形体3を形成するための第2溶融樹脂M2が回り込んで固化することにより、第1樹脂成形体2の端末部2Aと第2樹脂成形体3との接合面積を拡大する。また、空隙G3への第2溶融樹脂M2の流れ込み時に、第1樹脂成形体2の端末部2Aの位置を規制することで、第2溶融樹脂M2が第1樹脂成形体2の意匠面Fに滲み出る現象、すなわち接合部4での樹脂漏れによる外観不良を防止する。
(もっと読む)
車両用天井材
【課題】 吸音性能を高めることができ、しかもワイヤーハーネスのばたつきを防止できる車両用天井材を提供する。
【解決手段】 車両用天井材20は、基材21と、基材21の表面側に設けられ車室内の天井面を形成する表皮層22と、基材21の裏面側に接着される通気止め用の裏面層23と、を有する。裏面層23は、基材21の裏面に接着される接着部と、基材21の裏面に接着されない振動可能な非接着部23bと、非接着部23bに形成され基材21の裏面を部分的に露出させる穴28と、を有する。穴28から露出する基材21の露出面21aには、ワイヤーハーネス26が固定される。
(もっと読む)
積層成形品の成形方法
【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
車両用内装部品
【課題】低級音防止用の緩衝材を効率良く、短時間で貼り付けられ、しかも、貼着品質が安定した車両用内装部品の提供を図る。
【解決手段】ドアトリム1のフランジ2の端面に設けた溝3内に不織布テープ4の端末を木目込み処理して固定してあるため、不織布テープ4の外周縁の貼り付け位置(固定位置)がきっちりと決まる。これにより、不織布テープ4がフランジ2の表面側にはみ出したり、ドアトリム1の中央側にずらし過ぎて貼り代が少なくなる事態が回避される。
(もっと読む)
1 - 10 / 593
[ Back to top ]