
株式会社ソディックにより出願された特許
1 - 10 / 197
ワイヤ放電加工機
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
テーパ角度測定冶具
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
射出成形機およびその射出制御方法
【課題】成形材料を射出成形する際に、成形サイクル毎に成形品の重量や外観寸法にばらつきを生じることがある。
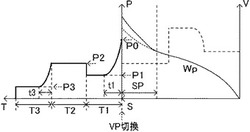
【解決手段】射出充填を行う射出工程で、充填速度条件で速度制御する充填工程の後、保持圧力条件で圧力制御する保圧工程を行う射出成形機及びその射出制御方法において、充填工程の開始から終了までの全領域又はその一部領域を、時間又は射出軸の位置に基づく射出圧力検出区間とし、1回の成形サイクル毎に、その区間内で逐次検出される射出圧力の平均値又は積分値のうちの少なくとも一方からなる実測値と、予め基準として設定した射出圧力検出区間内における射出圧力の平均値又は積分値のうちの少なくとも一方からなる基準値とを比較して、その実測値とその基準値の差又はそれらの大小関係のうちの少なくとも一方に応じて、予め設定した保持圧力条件を補正して、同じ成形サイクル中の保圧工程のみ、補正後の条件で圧力制御する。
(もっと読む)
電子ビーム照射により表面改質した成形機、成形機用のスクリュ及び成形機用のプランジャ

【課題】成形材料との接触面に対して電子ビームを照射することでその表面を改質し、特に耐腐食性や耐摩耗性を高めた成形機、成形機用のスクリュ及び成形機用のプランジャを提供する。
【解決手段】成形材料を押し出して又は金型に充填して又は金型に供給して成形する成形機において、前記成形材料との接触面の一部又はその全部に電子ビームを照射して表面改質する。電子ビーム照射により高い耐食性や耐摩耗性を有する金属元素(例えばクロム、モリブデン、コバルト等)が表層に析出するので、当該表面の耐食性や耐摩耗性を向上させることができる。
(もっと読む)
射出成形機のデータ表示方法、及び射出成形機のデータ表示装置
【課題】 成形データの良し悪しが一目見て分るような射出成形機のデータ表示装置を提供する。
【解決手段】 射出成形機の挙動を観察するに際し使用され、時刻(又はショット番号)と対応付けされた成形データの実測値を入力すると、設定された評価区分値に応じて色のグラデーションを付けたセル900に置換えて、前記セル900を時系列の帯状グラフ9としてディスプレイ8に表示される。
(もっと読む)
射出装置およびその射出制御方法
【課題】射出充填時に圧縮性が高い成形材料は、1ショット毎に成形品の形状や重量がばらつく場合がある。
【解決手段】成形材料を金型に射出充填する射出装置およびその射出制御方法であって、充填工程で、射出軸を充填開始位置から充填終了位置まで前進させた後、射出室内に残った成形材料の圧力値が所定の条件を満たすまで射出軸を充填終了位置に保持させ、条件を満たしたらその保持を解除すると共にその充填工程を終了する際に、所定の条件を、圧力値が予め設定された値になった場合にのみその保持を解除するか、または、その圧力値が時間に対する圧力変動が小さくなって略一定値になった場合にのみその保持を解除するか、又は、圧力値が予め設定された値になった場合もしくは圧力値が時間に対する圧力変動が小さくなって略一定値になった場合の少なくともどちらかを満たす場合にその保持を解除するか、のうちの少なくとも1つを条件とする。
(もっと読む)
金属表面改質方法
【課題】窪部位を有する金型の成形面あるいは大きい部品の全面を均一に表面改質することが難しい。
【解決手段】チャンバ1の中を真空に近い状態にする。アノード電極5Bの中にアルゴンガスを供給する。電子の速度を窪部位のエッジの形状を喪失させない速度まで低下させるために必要十分な圧力のアルゴンガスをアノード電極5Bと被照射体6との間に介在させる。電子の加速空間Sとプラズマ空間Pと電子の減速空間Gが存在し得る範囲内でカソード電極5Aと被照射体6との間の距離を可能な限り短くする。アノード電極5Bに電圧を供給してプラズマ空間Pにプラズマを発生させる。カソード電極5Aと被照射体6との間に電圧を供給して電子ビームを発生させて被照射体6の選択された被照射面に電子ビームを照射する。
(もっと読む)
金属表面改質装置
【課題】窪部位を有する金型の成形面あるいは大きい部品の全面を均一に表面改質することが難しい。
【解決手段】チャンバ1の中に移動装置2と電子ビーム発生装置5を備える。移動装置2は、電子の加速空間Sとプラズマ空間Pと減速空間Gとが存在し得る範囲内でカソード電極5Aと被照射体6とを可能な限り短くするように被照射体6を位置させる。ラックピニオン機構7は、移動装置2に設けられる。移動体10が移動するとラック7Aが移動してピニオン7Bが回転する。ピニオン7Bの回転で回転冶具8の回転軸8Aが回転する。回転軸8Aの回転でチャック8Cに取り付けられている被照射体6が所定角度回転する。移動体10の所定ピッチの移動でバー9が移動すると、本体8Dはバー9に対して相対的にスライドする。被照射体6は、アノード電極5Bの直下に留まる。
(もっと読む)
工作機械
【課題】1軸方向に移動自在なサドルに1軸方向と直交する方向に移動するテーブルを搭載した工作機械において、テーブルに発生するヨーイングを補正する。
【解決手段】サドル3上にY軸方向に所定間隔をあけてX軸方向に移動する一対のリニアモータ7を配置するとともに、Y軸方向と平行となるようにY軸ガイド8を取り付ける。テーブル4をY軸ガイド8に、X軸方向には固定的に、テーブル4を通るZ軸回りには所定量回動可能に連結する。テーブル4のX軸方向の両端部分のY軸方向における位置を検出し、この検出位置に基づいて各リニアモータ7の位置を制御する。
(もっと読む)
位置検出装置
【課題】リニアモータの二次側の界磁を利用して移動体の位置を検出する位置検出装置は、検出信号の信頼性と検出精度とが低い。
【解決手段】複数の磁気センサ10は、正弦波波形と余弦波波形の検出信号を出力する。デジタルフィルタ30は、アナログデジタル変換器20でデジタル変換された検出信号を移動平均して振動成分を濾波する。変位補正器40は、不正な変位が発生する位相角帯域における正側にある検出信号を所定量マイナス方向に偏位させ、負側にある検出信号を所定量プラス方向に偏位させて、不正な変位を補正して除去する。位置演算器70は、検出信号から位置データを生成して出力する。ピッチ補正器80は、位置データを移動方向に合わせてピッチ補正値で補正して移動制御装置4に出力する。
(もっと読む)
1 - 10 / 197
[ Back to top ]