
株式会社栗本鐵工所により出願された特許
121 - 130 / 566
球状黒鉛鋳鉄管およびその製造方法
【課題】高強度と高靭性を兼ね備え、容易かつ安価に製造できる球状黒鉛鋳鉄管を提供する。
【解決手段】本発明の球状黒鉛鋳鉄管は、重量%で、C:3.20〜4.00%、Si:1.40〜3.00%、Mn:0.10〜1.00%、Mg:0.02〜0.08%、Cr:0.01〜0.20%を含有し、さらにSnとCuのうちの1種または両方をSn(重量%)+Cu(重量%)/10 <0.050となる範囲で含有し、残部がFeおよび不可避的不純物からなり、基地組織におけるパーライトの面積率が60〜80%であり、基地組織中に晶出している黒鉛の粒数が500個/mm2以上、平均粒径が15μm以下である構成とすることにより、FCD600と同等の引張強さとFCD450よりも高い伸びを有し、しかもSnやCuの含有量の管理が容易で成分コストの安いものとなる。
(もっと読む)
水質監視装置
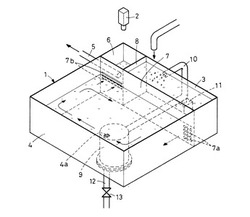
【課題】魚類を利用した水質監視装置の監視水槽の清掃頻度を少なくする。
【解決手段】監視水槽1の入水槽3と遊泳槽4とを仕切る仕切壁7に通水孔7aを設けるとともに、遊泳槽4の底部と入水槽3の上部とを沈殿槽9を介してリターン配管10でつなぎ、このリターン配管10にエアを吹き込んで遊泳槽4底部から入水槽3上部へ検水を送るエアリフトポンプ11を設けて、入水槽3と遊泳槽4の水位差により入水槽3内の検水が仕切壁7の通水孔7aを通って遊泳槽4に流れ込み、遊泳槽4内に水流が生じるようにした。この構成では、遊泳槽4内に水流を生じさせる手段として、検水中の濁質成分の影響によって故障するおそれのないエアリフトポンプ11を用いたので、監視水槽1の清掃頻度を少なくすることができる。
(もっと読む)
鋳物の識別マーク鋳出し方法

【課題】鋳型のキャビティ面に、複雑な形態の識別マークの鏡像マークを短時間で彫り込むことができるようにすることである。
【解決手段】遠心鋳造される鋳鉄管の受口の端面に識別マークを鋳出すための、鋳型のキャビティ面としての中子11のフランジ面12aに、彫り込み端子25をエア圧で繰り返し突き出しながら、キャビティ面12aに沿って移動させるマーキング装置20で鏡像マークを彫り込むことにより、中子11のフランジ面12aに、複雑な形態の識別マークの鏡像マークを短時間で彫り込むことができるようにした。
(もっと読む)
高精度粉粒体定量供給システム
【課題】粉粒体の精密な切り出しができるようにする。
【解決手段】ロスインテーブルフィーダ10と、その下方に設けた電磁力平衡式荷重センサを用いた秤量コンベヤ11間にシュート12を配置する。そして、前記秤量コンベヤ11を定速で作動して、ロスインテーブルフィーダ10から切り出される粉粒体を計量し、その計量に基づいて、ロスインテーブルフィーダ10の切り出し速度を制御する。このように、ロスインテーブルフィーダ10の速度を制御して切り出し量を適正になるように保つ。また、ロスインテーブルフィーダ10の計量値で秤量コンベヤ11の計量値を校正することにより、常に精度を保つことができる。
(もっと読む)
鋳出しマーク付鋳鉄管およびその製造方法
【課題】鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにすることである。
【解決手段】鋳鉄管の受口の端面にマークを鋳出すための中子11のフランジ面12aの凹の鏡像マークを、中子11の造形後に、フランジ面12aに逐次彫り込みを入れるマーカ24を有するマーキング装置20によって付与することにより、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにした。
(もっと読む)
ロスインウェートフィーダ
【課題】ロスインウェートフィーダの供給中の無制御運転を改善する。
【解決手段】第1のホッパー3の下方に第2のホッパー4を配置したロスインウェートフィーダで、第2のホッパー4からの粉粒体の切り出しと、第1のホッパー3から第2のホッパー4への粉粒体の供給を同時に行う供給期間の制御目標値として、第1のホッパー3を計量して求めた重量の減少量を増加分として、予め設定した切り出し量を減じて算出したものを使用する。このように、供給期間中の制御目標値の算出に第1のホッパー3の計量値を採用することで、外乱によって計量値が変化してもその変化に追従できるので、供給中の無制御運転を改善でき、切り出し精度を向上できる。
(もっと読む)
制気口ボックス
【課題】段ボール等の剛性の小さい素材から成る制気口ボックスを、変形させることなく安定して吊り下げられるようにする。
【解決手段】ダクトが接続される箱体1の底板11に吹出口部材3を備えた制気口ボックスにおいて、段ボール製の箱体1の内部に、吹出口部材3に下部が連結されて上方へ延びる金属製の吊下部材2を設け、この吊下部材2で自重を支持する。吊下部材2を、板材の折り曲げにより形成し、その折曲稜線に交差する方向にノッチ26を形成し、箱体1の底板11と吊下部材2と吹出口部材3とを締結具28で固定する。円形のアネモを取り付ける場合、吊下部材2と吹出口部材3の連結部では、吊下部材2の下端部の足板部24と押圧板25とで、箱体1からの抜止用に形成した吹出口部材3のフランジ32を回転自在に挟持し、アネモ等の取付用穴の位置や、アネモの向き調整を容易にできるようにする。
(もっと読む)
管体内の足場用構造
【課題】大口径のバルブやパイプの管体の内部に、安定した足場を簡単に構築できるようにすることである。
【解決手段】バタフライ弁の管体としてのハウジング1の内面の下部に、内面から突出するように、高さ位置が互いに等しく形成され、足場板10が掛け渡される1対の足場板掛け部7を、ハウジング1の水平な径方向に間隔を開けて設けることにより、大口径の管体の内部に、安定した足場を簡単に構築できるようにした。
(もっと読む)
挿し口突部形成素材の押圧装置
【課題】金属管の挿し口の外周面に溶接される突部形成素材を、挿し口の軸方向に的確に位置決めできるようにすることである。
【解決手段】鋳鉄管41の挿し口42を、突部形成素材44よりも幅の広い外周溝43が形成され、この外周溝43の底に突部形成素材44が押圧ローラ5で押圧されるものとし、押圧ローラ5の一端側に突部形成素材44の片側の側端面に当接される大径段差部5aを設け、この押圧ローラ5の大径段差部5aで、突部形成素材44を外周溝43の一端側の側壁に押し付ける押し付け手段を設けることにより、鋳鉄管41の挿し口42の外周面に溶接される突部形成素材44を、挿し口42の軸方向に的確に位置決めできるようにした。
(もっと読む)
推進工法用キャスター
【課題】推進工法用キャスターの重量を低減するとともに、各種外径の管体にも対応できるようにする。
【解決手段】 管Pの挿し口1を別の管Pの受口2に挿入して継合わせつつ、それらの管Pをさや管S内に敷設する際に、前記管Pの前記さや管S内での移動のために、前記管Pの外周に固定して使用する推進工法用キャスターにおいて、前記管Pの外周に巻回される繊維製のベルト11と、そのベルト11に固定される台座12と、その台座12に回転自在に固定される車輪13とを備え、前記ベルト11が前記管Pの外周に締め付けられることで、前記車輪13が前記管Pの管軸方向に沿って回転自在に固定される構成とした。
(もっと読む)
121 - 130 / 566
[ Back to top ]