
株式会社イシダにより出願された特許
591 - 600 / 859
集積搬送装置
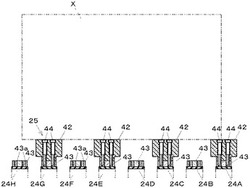
【課題】複数の物品を集積状態で保持して搬送する集積搬送装置において、物品の安定保持を簡素化された構成で実現する。
【解決手段】それぞれ所定の循環経路を並走する8つの平ベルト24A〜24Hを備える。そして、これらを第1、第3、第5、及び第7平ベルト24A,24C,24E,24Gのグループと第2、第4、第6、及び第8平ベルト24B,24D,24F,24Hのグループとに分け、各グループに駆動モータと物品Xを集積状態で保持する保持部25とを備える。その場合、保持部25同士が互いに近接離反可能なように、一方の保持部25における仕切部材と該仕切部材の後側に連設されて物品Xが載置される底面部材42…42とを、搬送幅方向に第1、第3、第5、及び第7平ベルト24A,24C,24E,24Gごとに分割して結合する。
(もっと読む)
搬送装置およびこれを備えた箱詰め装置

【課題】整列不良の物品の束を下流工程に受け渡すことを回避して全体工程における効率化に寄与することが可能な搬送装置およびこれを備えた箱詰め装置を提供する。
【解決手段】箱詰め装置1は、第1バケット41と、第2バケット42と、背板44a,44bとをそれぞれ独立して駆動するように構成された、いわゆるトリプルループ構成において、検知部48が、商品Xの束の整列状態が不良であることを検知すると、制御部49が、商品Xの束を排出位置Rよりも下流側に設けられた排出部60まで搬送するように第1〜第3駆動モータM1〜M3を制御し、また、第1横送り機構51が作動しないように制御している。
(もっと読む)
仕分けシステム
【課題】作業者が完了ボタンを押してから次に仕分け情報が表示されるのか又は仕分け作業終了情報が表示されるのかを待つことなく、次の仕分け場所に早期に移動することが可能な仕分けシステムの提供を課題とする。
【解決手段】仕分けシステムは仕分け物品と仕分け個数とを1組だけ表示可能な個数表示器を複数の仕分け場所のそれぞれに備える。1つの仕分け場所で複数の物品を仕分けるとき、個数表示器は、先の物品とその仕分け個数の表示を消去した後、次の物品とその仕分け個数を表示する(S7)。1つの仕分け場所で仕分け作業が終了したとき、個数表示器は、最後の物品とその仕分け個数の表示を消去した後、仕分け作業が終了したことを表示する(S9)。仕分けシステムは、個数表示器が最後の物品とその仕分け個数を表示するとき、その物品が最後の仕分け物品であることを報知する報知手段を備える(S7)。
(もっと読む)
味付け装置
【課題】味付商品の品質を均一に味付けし、かつ、半製品全体に調味料がまぶされ、製品としての品質を低下させない。
【解決手段】半製品Mの実重量を計量し、その計量値に応じた調味料Sを半製品Mに付加して製品とする味付け装置に関する。半製品Mの実重量を計量する計量手段と、該計量手段で計量された半製品Mを落下させる落下手段と、落下した半製品Mに対し調味料Sを振り掛ける調味料供給装置50と、半製品Mと調味料Sとを混合するタンブラ40とを備え、落下手段は半製品Mの集合に振動を与えて当該半製品Mの集合を分散させながら搬送する搬送装置12A,12Bからなり、搬送装置12A,12Bにより分散されて自由落下する半製品Mをタンブラ40が受け取ることを特徴とする。
(もっと読む)
ロードセル、およびその製造方法
【課題】被計量物の重量に応じた電気信号を良好に検出することができるロードセル、およびその製造方法を提供する。
【解決手段】起歪体の第1接着面に基準線を設ける(S101)。紫外線照射装置から照射される紫外線を、起歪体の第1接着面と、ひずみゲージの裏面(第2接着面)とに照射する(S102)。これにより、各接着面が光改質、および/または、光洗浄され、各接着面の濡れ性が向上する。また、ブラスト加工のように研磨剤を使用しないため、各接着面に研磨剤が残留し、ひずみゲージによって起歪体のひずみ量が正しく検出されないという問題も生じない。
(もっと読む)
流通システム
【課題】商品の販売状況を生産者に正確、かつ効率的に提供する。
【解決手段】顧客に購入された商品の代金を計算するPOS装置において、出荷商品を識別する商品識別情報と、当該顧客に関する顧客情報とに基づいて販売履歴情報771を生成し、出荷サーバからの閲覧が可能な商品データベース270を記憶する管理装置に向けて送信する。管理装置の登録部201が、受信した販売履歴情報771に含まれる商品識別情報に基づいて、商品データベース270を検索し、当該商品識別情報によって識別される出荷商品のレコードに、受信した販売履歴情報771に含まれる顧客情報を格納する。
(もっと読む)
電子棚札システム
【課題】電子棚札に取り付けるべきPOP表示材の種類を、店舗スタッフが直感的に認識できる電子棚札システムを提供する。
【解決手段】POP表示材7の取付が必要な電子棚札5の表示部51には、商品データともに、当該電子棚札5に取り付けるべきPOP表示材7の種類を指定するPOP指定情報51dが表示される。このPOP指定情報51dの文字列は、当該POP指定情報が指定するPOP表示材7に含まれる文字列と完全に一致している。このため、店舗スタッフは、POP指定情報51dの文字列を視認することにより、そのPOP指定情報51dが指定するPOP表示材7の種類を直感的に認識することが可能である。
(もっと読む)
重量検査装置
【課題】 本発明は、横一列で搬入される複数物品の重量を、横方向に並列配置される複数の搬送計量手段で個別計量する重量検査装置において、隣り合う製品同士の横方向のピッチを変更することなく、正確に計量できるようにすることを目的とする。
【解決手段】 横一列で搬入される複数物品の重量を、横方向に並列配置される複数の搬送計量手段で個別計量する重量検査装置であって、前記複数の搬送計量手段は、隣り合う搬送計量手段同士で物品の搬送面の高さが異なっているために、隣り合う物品同士の隙間が確保されて、正確な計量が担保される。
(もっと読む)
充填包装装置および方法
【課題】縦長の容器本体に内容物を充填し、蓋締めして、連続的に商品を製造する装置および方法を提供する。
【解決手段】多数のアタッチメント2を搬送しながら、該アタッチメント2に容器本体12を投入し、前記容器本体12内に内容物Mを充填し、前記容器本体12の上方の上端部12pにキャップ11を載置し、前記容器本体12上のキャップ11の姿勢が乱れている場合に、これを整え、その後、前記キャップ11を前記容器本体12の上端部12pに結合させて包装し、前記包装された商品1をアタッチメント2から排出する。
(もっと読む)
X線検査装置
【課題】物品の質量検査と形状検査とを同一装置内で実現可能なX線検査装置を得る。
【解決手段】質量推定部40は、X線検出部8によって検出された透過X線のX線量に基づいて検査対象物12の質量を推定する。質量判定部41は、質量推定部40から入力されたデータS1に基づいて検査対象物12の質量の正常/異常を判定する。画像作成部42は、X線検出部8によって検出された透過X線のX線量に基づいてX線透過画像を作成する。形状判定部43は、検査対象物12の形状の正常/異常を判定する。不良判定部44は、質量判定部41及び形状判定部43による各判定結果の少なくとも一方が異常である場合に、検査対象物12が不良品であると判定する。
(もっと読む)
591 - 600 / 859
[ Back to top ]