
株式会社川島織物セルコンにより出願された特許
11 - 20 / 104
肢体支持面カバー、肢体支持面材および椅子
【課題】肢体を支持する肢体支持面を構成する型枠にカバーを強く緊張して簡便に張設し、又、カバーを取り替えて肢体支持面のデザインを一新出来るようにする。
【解決手段】肢体支持面を覆う表面材31と型枠の枠桿12を覆う裏面材32を周縁で連続させ、裏側に裏面材に縁取られた嵌込口35を形成し、周縁の絞り込まれた水盤形状にカバー30を構成し、嵌込口から嵌め込んで型枠28にカバーを被せる。嵌込口の周縁と型枠の枠桿12には雌雄係合する係止部15・27を設け、その係止部を介してカバー30と型枠28が係脱自在に接合する。カバー30には、破断伸度60%以上、15%伸長後の弾性回復率90%以上、10%伸長時の伸長応力0.1cN/dtex以上、繊度300dtex〜3000dtexの弾性糸条が使用されており、10%伸長時の伸長応力が50N/5cm〜600N/5cmの弾性布帛を使用するとよい。
(もっと読む)
パイル経編地

【課題】パイルがベース経編地に確り係止されていて抜け難く、腰が強く、パイル長が短く押し倒され難く、パイル面が平滑でエンボス加工し易く、パイル繊維が平行に揃っていて吸水性がよく、形際先鋭にプリントすることが出来、弾性樹脂組成物が含浸し易く、人工皮革に仕上げ易く、耐圧縮性と耐摩耗性と耐洗濯性に優れたパイル経編地を得る。
【解決手段】バック筬の地糸に編成されるベース経編地14に、フロント筬のパイル糸13を編み込んだ生機経編地15のニードルループ面を起毛し、パイル糸のニードルループ23によるカットパイル24を形成する。カットパイルの根元34を係止する地糸のニードルループは1針振りの閉じ目とする。パイル長Hは0.7mm以下とし、パイル経編地の総厚みTの2分の1 以下にする。地糸11・12をバック筬とミドル筬によって編み込む場合、その何れか一方の地糸のニードルループを1針振りの閉じ目にするとよい。
(もっと読む)
化粧材
【課題】アクリル板やメラミン板等の透光層を布帛表面に積層して成る化粧材において、透光層の表面において外部映像が二重写しに反射することなく、樹脂に表面繊維が被覆されてない布帛固有の美観を、透光層の表側に表現する。
【解決手段】布帛11に密着した接着層14と、その接着層14の上に積層されて接着層14を平坦にする平滑面19の形成されている平滑層13とによって透光層12を構成する。接着層14との密着面に露出して隣り合う布帛11の少なくとも一部の表面繊維17と表面繊維17との表面繊維間隙間18において、布帛内部に介在する空気に接着層14を接触させる。布帛表面の凹凸に沿って布帛表面に接触して布帛表面の凹凸に沿った凹凸を有する接触層16と、その接触層16の凹凸に沿って接触層16に接触して接触層16の凹凸に沿った凹凸を有する媒介層15とによって接着層14を構成してもよい。
(もっと読む)
難燃性ポリエステル繊維糸条と防炎処理法
【課題】防炎剤の吸着斑による色差や凝集物による汚染がなく、防炎性能に優れた難燃性ポリエステル繊維糸条の提供。
【解決手段】ポリエステル繊維糸条を巻き上げたチーズのボビンをスピンドルに嵌め込んでチーズ染色釜に装填し、ボビンに開けられている液流孔とスピンドルに開けられている液流孔を通して防炎処理液をチーズの周面とスピンドルの周面の間を循環させ、その防炎処理液に配合された防炎剤をチーズのポリエステル繊維糸条に吸着させる防炎処理において、防炎剤に融点が50℃〜150℃のハロゲン系防炎剤を防炎処理液に配合し、その防炎剤の融点以上の温度でポリエステル繊維糸条をチーズ染色釜内で処理する。ハロゲン系防炎剤には融点が80℃〜130℃の臭素含有化合物を使用するとよく、防炎処理時のチーズ染色釜内の処理温度は110℃〜150℃にするとよい。
(もっと読む)
肢体支持面材
【課題】美観や触感、風合いがよく、仕立縫製適性を具備し、機能性や耐久性の点でも優れた弾性肢体支持面材を得る。
【解決手段】破断伸度が60%以上であり、15%伸長後の弾性回復率が90%以上の弾性糸条21が適用されており、その弾性糸条21が長く延在する延在方向におけるヒステリシスロス率(ΔE)が20〜45%の弾性布帛12に、その弾性糸条21の延在方向における10%伸長時の弾性布帛12の伸長応力AL ・Ac よりも伸長応力BL ・Bc の少ない品質補完層11を積層し、弾性糸条21の延在方向における10%伸長時の応力が50〜300(N/5cm)であり、その延在方向におけるヒステリシスロス率(ΔE)が20〜45%の弾性肢体支持面材10を調製する。
(もっと読む)
身体支持用弾性経編布帛
【課題】弾性基布の密度を変化させずに表装基布に大きいメッシュ隙間を形成し、横溝と横畝が交互するピケ織物調の身体支持用弾性経編布帛を得る。
【解決手段】弾性基布16のシンカーループ面に糸抜きメッシュ隙間52のある表装基布27のニードルループ面を重ね合わせ、それらの基布のニードルループを一体化した重合ニードルループ32によって表装基布27と弾性基布16が一体になった身体支持用弾性経編布帛30を編成する。弾性基布の編組織は弾性糸によって構成し、表装基布の編組織は多繊維糸によって構成する。表装基布の多繊維糸はウェール方向Wに前後して続く複数のコースにつき1回の割合でコース方向Cに移動してウェール方向Wとコース方向に交叉する交叉シンカーループ29を形成し、その交叉シンカーループ29によって3ウェール間スペース以上の振幅をもってウェール方向Wにジグザグに連続させる。
(もっと読む)
ベロア調経編起毛布帛
【課題】裁断口や周縁がカールせず縫製し易く、形状・寸法安定性に優れていると共に車両内装母材表面への張設時には皺を発生せず、パイル密度が緻密で横段のないベロア調起毛経編布帛を得る。
【解決手段】ベース編地を構成する地糸と、ベース編地のシンカーループ面に起毛パイルを形成するパイル糸によって編成され、パイル糸のシンカーループが起毛処理されて起毛パイルを形成しており、パイル/デシテックス換算密度(δ)が400000dtex/(25.4mm)2 以上である起毛経編布帛において、(1) 地糸とパイル糸を、それぞれポリエチレンテレフタレート繊維糸条とポリトリメチレンテレフタレート繊維糸条との二種類の糸条によって構成し、起毛経編布帛の起毛パイル層を含む総厚みを2mm以下にする。
(もっと読む)
装飾品
【課題】縫合溝や突合溝、折込溝等の繊細な仕立溝で仕切られる部分絵柄21が連続した広大絵柄11が表面12に描出された装飾品を効率的且つ経済的に得る。
【解決手段】縫合溝17、突合溝18、折込溝19の何れかの仕立溝20によって複数の区画35に仕切られた装飾品の表面12に、高透過部24を有する可撓性な介在体25を被せ、エネルギーを照射して高透過部24を透過するエネルギー23によって表面の熱可塑性繊維26に熱捲縮、熱収縮、熱溶融の何れかの熱変形を生起させ、その熱変形の差異によって部分絵柄21を表面の仕立溝に仕切られて隣合う区画に描出する。エネルギーによる熱変形は、仕立溝で向き合う溝壁面36にも生起させ、その溝壁面まで各区画の部分絵柄を連続させることで、部分絵柄が仕立溝で途切れることなく連続した広大絵柄11が装飾品の外面に描出される。
(もっと読む)
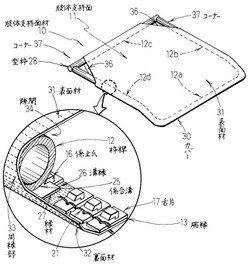
縫製布帛とスライドファスナー
【課題】曲線形状に裁断された裁断生地をスライドファスナーで閉じ合わせ、縫合箇所が目開きせず、ベーステープが露顕せず、デザイン的にも新規な縫製布帛を得る。
【解決手段】本体生地27をスライドファスナー25で閉じ合わせて縫製布帛とする。ファスナーには、ストリンガ26を係止するベーステープ28が折り返されてストリンガとU字状に向き合って重なり合い、ストリンガの噛合素子23が、その折り返されたベーステープの折り目33の外側に突き出た隠しスライドファスナーを使用する。裁断生地は、折り返して本体生地27と縫い代34をU字状に向かい合わせる。裁断生地とファスナーは、縫い代とベーステープを本体生地とストリンガで挟み、縫い代の端縁37とベーステープの側縁29を重ね合わせ、生地の折り目71とベーステープの折り目33を重ね合わせ、縫い代とベーステープの間でミシン糸目35で縫合する。
(もっと読む)
車屋内装置品
【課題】閉合箇所に目開きがなく起伏のある表装生地に覆われた車屋内装置品を得る。
【解決手段】引込布69を引き込む落込溝94を設けたパディング材92を、一対の縫製生地27・27を隠しスライドファスナー25で閉じ合わせ、裏面に引込布69を設けた表装生地93で被覆して車屋内装置品90を構成する。引込布69に重ね合わせた縫製生地27に、その縫製生地の縫い代34の端縁7に側縁29の位置を合わせてスライドファスナーのベーステープ28を重ね合わせ、引込布と縫製生地の縫い代とベーステープを縫合する。その際、ストリンガ26をベーステープに垂直に立ち上げた状態で、ベーステープを縫製生地の縫い代に重ね合わせ、縫合後、ストリンガを倒してベーステープに重ね合わせ、ミシン糸目35を中心にして縫製生地の縫い代34と共に引込布69とベーステープ28を折り返し、噛合素子23をベーステープの折り目33の外側に突き出す。
(もっと読む)
11 - 20 / 104
[ Back to top ]