
オークマ株式会社により出願された特許
51 - 60 / 476
回転軸装置
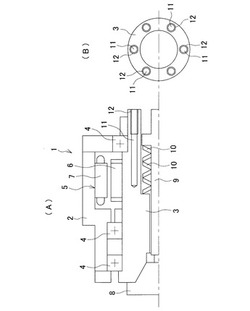
【課題】バランス調整が短時間で簡単に行え、バランス調整に係る作業性に優れる回転軸装置を提供する。
【解決手段】主軸装置1は、主軸3に、後端面から主軸3の軸線と平行に延び、開口側の内周に雌ネジ部12を有する穴11を、軸線と同心円上で周方向に等間隔をおいて複数箇所設けると共に、穴11に、雌ネジ部12に螺合可能で雌ネジ部12よりも軸方向長さが短い雄ネジ部を端部に形成した棒状の錘部材をそれぞれ差し込んで、雌ネジ部12に対する雄ネジ部のねじ込み深さを錘部材ごとに設定することで、錘部材を軸方向に移動させて主軸3のバランスを調整可能としている。
(もっと読む)
構造体の振動抑制装置

【課題】大型化やコストアップを招かないコンパクトな構成で効果的に構造体の振動を抑制する。
【解決手段】門形マシニングセンタのコラム3の振動抑制装置は、コラム3に設けられ、回転駆動によって回転トルクを発生可能な制振用サーボモータ8と、サドル5の直線移動制御に係る速度指令と同期して制振用サーボモータ8への回転速度指令を出力し、コラム3に加わる力を打ち消す回転トルクを発生させる制振装置30とを備えてなる。
(もっと読む)
主軸装置
【課題】加減速時であっても確実に冷却用媒体を供給することができ、冷却効果に係る信頼性の高い主軸装置を提供する。
【解決手段】主軸4の内部に、螺旋方向が時計回り方向となる螺旋溝流路15aと、螺旋方向が反時計回り方向となる螺旋溝流路15bとを設けた。そして、主軸4を正転方向へ加速させた際、左ねじ状の螺旋溝流路15bにはクーラントを逆流させる方向へ軸流ポンプ作用による圧力が生じるものの、右ねじ状の螺旋溝流路15aには順方向へ同じ軸流ポンプ作用による圧力が生じて、上記逆流させる方向への圧力が相殺されるようにした。
(もっと読む)
振動抑制機能を備えた数値制御装置
【課題】さまざまな指令回転速度において、記録された最適回転速度への置換えを可能とする。
【解決手段】数値制御装置は、加工プログラムから回転軸の指令回転速度を抽出するプログラム解析部19と、びびり振動を抑制可能な複数個の最適回転速度が記録され
る最適回転速度記録部16と、抽出された指令回転速度に応じて、前記複数個の最適回転速度の中から一つの最適回転速度を選択して、実際の加工で用いる指令回転速度
とする指令回転速度置換え判定部17と、を備える。指令回転速度置換え判定部は、抽出された指令回転速度に基づいて、置換え可能な最適回転速度の範囲である置換回
転速度範囲を求め、前記複数個の最適回転速度のうち当該置換回転速度範囲内にある最適回転速度を、実際の加工で用いる指令回転速度として選択する。
(もっと読む)
工作機械のテーブル案内装置
【課題】テーブルへの積載物の重量が増えた場合でも、大きい駆動力をもつモータを不要にする。
【解決手段】ベース12にテーブル11が垂直軸線C周りに旋回自在に支持されている。ベース12頂面にガイド63が設けられている。ガイド63は、テーブル11外周縁部の半径方向外側を通りかつテーブル11頂面外周縁部の上方に張り出している。ガイド63に下向きガイド面65が形成されている。ガイド面65は、テーブル11旋回軸線を中心とする円周上をのびている。テーブル11頂面外周縁部に、ガイド面65に摺接させられた上向き摺動面62が形成されている。
(もっと読む)
安定限界線図作成方法及び装置
【課題】直接限界切込量を探ることなく、実加工結果と一致する安定限界線図を簡単に得る。
【解決手段】S1で初期回転速度を設定し、S2で加工をスタートして加工データを取得する。加工データの収集が終了したら、S5で、びびり周波数及び位相差を用いてモーダルパラメータである機械系の固有振動数及び減衰比を同定する。同定したモーダルパラメータを用いて位相差−限界切込量の関係式が得られるので、この関係式と、S2で得られた加工データを積分した振動振幅分布とから、S6で仮の安定限界線図を作成し、S7で、補償パラメータであるコンプライアンス比及び位相オフセット量を同定する。そして、S8で、補償パラメータに基づいてS6で作成した仮の安定限界線図を修正し、S9で、最終的に得られた安定限界線図を表示装置によってオペレータに提示する。
(もっと読む)
位置制御装置
【課題】フルクローズド位置制御に於いて、送り軸機構部の剛性が低下した場合でも、低周波の振動が発生することなく、安定に動作させる位置制御装置を提供する。
【解決手段】被駆動体の位置検出値Plとモータの位置検出値Pmの差分を入力とした1次遅れ回路17の出力と、モータの位置検出値Pmを加算した位置検出値を位置フィードバック値として使用する位置制御装置において、経年変化補正器30が被駆動体の振動を検出した場合に、前記1次遅れ回路17の時定数Tpが大きくなるように可変することで低周波振動の発生を抑制する。
(もっと読む)
ブレーキング装置
【課題】直動体のブレーキング状態での直動体の移動および振動の発生を防止する。
【解決手段】工作機械のベッド11に心押台15が支持されている。ベッド11の心押台15移動経路上にこれにそってブレーキ板21が固定されている。心押台15に装備されたクランプ装置22のクランプボディ31には、ブレーキ板21を通すブレーキ通路32が形成されている。ブレーキ通路32を挟んで相対させられた一対の側壁33、34に円筒状ブレーキ孔42がブレーキ通路32長さ方向と直交する同一軸線上にそれぞれ形成されている。ブレーキ孔42の内端は、ブレーキ通路32に開放されている。ブレーキ孔42にブレーキパッド44が軸方向摺動自在にはめ入れられている。ブレーキパッド44は、周方向に分割されかつ合体させられて円板状をな一対のブレーキ片44A、44Bよりなる。両ブレーキ片44A、44Bの分割面間には圧縮コイルばね65が介在させられている。
(もっと読む)
モータ制御装置
【課題】応答性がよく、安定したタンデム制御によるモータ制御を行なうことができるモータ制御装置を提供する。
【解決手段】マスタ軸モータと少なくとも一つのスレーブ軸モータとを用いて、一つの軸を駆動するタンデム方式のモータ制御装置であって、モータ毎に位置制御部1と速度制御部2と電流制御部3とを具備し、さらにスレーブ軸にはマスタ軸のトルク指令値Tm*とスレーブ軸のトルク指令値とからスレーブ軸の調停トルク指令値Ts1*を算出するトルク調停部5と、スレーブ軸には上位制御装置からの指令の反転を検出する指令反転検出部23と、を備え、指令反転検出部23は、上位制御装置からの指令の反転を検出した場合、指令反転直前の調停トルク指令値Ts1*をスレーブ軸の速度制御部2の積分成分に設定することにより達成される。
(もっと読む)
数値制御情報作成装置
【課題】削り残しの除去加工のための数値制御情報がより効率的に生成でき得る数値制御情報作成装置を提供する。
【解決手段】第一回転工具での削り残し領域を、第一回転工具より小径の第二回転工具で除去加工する数値制御情報を作成する場合、第一工具での加工範囲を第二工具半径分だけ内側にオフセットした第一形状と、指定形状を取代と第二工具半径との和でオフセットして第二形状と、を算出し、前記第二形状から第一形状を除外して残った追い込み加工形状を生成する。そして、この追い込み加工形状のうち第二形状に由来する要素のみを順次、内側にオフセットする。そして、このオフセット形状および追い込み加工形状に沿って移動する第二回転工具の移動軌跡を求める。
(もっと読む)
51 - 60 / 476
[ Back to top ]