
オークマ株式会社により出願された特許
61 - 70 / 476
振動判定装置
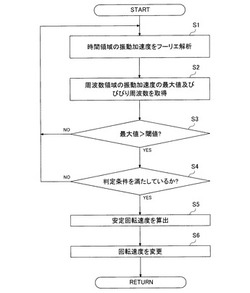
【課題】びびり振動の検知精度が一層向上された振動判定装置を提供する。
【解決手段】最大加速度と閾値との比較に加えて、振動継続時間や周波数変化量といった判定用パラメータを用いた判定を行うようにした。したがって、外乱などに起因する瞬間的な振動や加工状態が不安定なことに起因する振動等とびびり振動とを識別することができ、びびり振動の検知精度を向上することができるし、無用な回転速度の変更を行わないことから加工面精度の向上や工具の長寿命化をも図ることができる。
(もっと読む)
数値制御情報作成装置

【課題】 加工工程情報および切削条件に応じて主軸の変速機構を制御する加工機において、加工機の能力に適合した数値制御情報を容易に作成する。
【解決手段】 素材形状MF、加工形状PF、工具データDTから加工工程情報MPを作成し、切削条件MCと共に工程データ格納部8に格納する。加工工程情報MPと切削条件MCに基づき、主軸回転数算出部10が主軸回転数の変動幅を算出し、所要動力算出部17が主軸の所要動力を算出する。動力線図データ格納部9は主軸回転数と主軸モータの出力値との関係を示す動力線図データを主軸回転数範囲算出部18に提供する。主軸回転数範囲算出部18は動力線図データ、主軸所要動力、主軸回転数変動幅を含む動力関連データを作成し、主軸ギヤ決定部11と表示部19とに提供する。表示部19は複数種の動力関連データを同一画面に重ねて表示し、オペレータによる主軸ギヤの選択を容易にする。
(もっと読む)
振動抑制装置
【課題】工具や加工条件が変わる度に各種条件を設定し直したりする必要がない上、加工中に工具を変更するような場合にも対応することができ、びびり振動を一層効果的に抑制することができる振動抑制装置を提供する。
【解決手段】工具毎に、びびり振動の抑制制御を実行するか否か、及び、抑制制御を実行する場合には、回転速度を安定回転速度へと変更する方法によりびびり振動を抑制するか、若しくは、回転速度を所定の振幅及び周期で変動させる方法によりびびり振動を抑制するかを記憶するとともに、安定回転速度や振幅及び周期を指令回転速度に対応づけて記憶した記憶装置13を備えた。そして、演算装置12は、加工が開始されたり、工具が交換されたりすると、記憶装置13を参照して工具及び加工条件(ここでは指令回転速度)に対応するびびり振動の抑制制御を実行するようにした。
(もっと読む)
工作機械の移動体案内装置
【課題】滑り軸受の高さ調整作業を簡単に行えるようにする。
【解決手段】支持軸14およびスピンドル15間に転がり軸受16、17が介在させられている。スピンドル15の上端に水平円板状テーブル31がその下面周縁部をガイド面13と相対させるように取付られている。テーブル31の外周面にはねじ孔42があけられている。テーブル31の外周面にリング状高さ調節部材43が昇降自在かつねじ孔42を被覆するようにはめ被せられている。高さ調節部材43には、ねじ孔42に合致させられたボルト孔44があけられている。ボルト45が、ボルト孔44に隙間嵌めされかつねじ孔42にねじ入れられている。高さ調節部材43に、滑り軸受46がその摺動面47をガイド面13と相対させられるように固定されている。
(もっと読む)
工作機械の熱変位補正装置及び方法
【課題】仕様の数が多くても設定や運用を正確且つ簡易に行うことができる工作機械の熱変位補正装置あるいは方法を提供する。
【解決手段】スケール2の有無やベッド1・テーブル5の長さの割り出し方式が相違することによって互いに異なる2つの仕様が存在する工作機械にあって、各仕様における当該工作機械の熱変位補正量を推定する補正量推定装置13・パラメータ自動選択装置14を備えており、補正量推定装置13・パラメータ自動選択装置14は、ベッド1・スケール2・テーブル5・ワーク6にそれぞれ対応する推定熱変位演算用のパラメータの集合をデータベースとして記憶すると共に、各仕様に応じた機械情報に基づいて前記データベースから前記仕様に属する前記パラメータを選択し、選択された前記パラメータによりベッド1・テーブル5・ワーク6あるいは更にスケール2における推定熱変位を演算し、当該推定熱変位を合算する。
(もっと読む)
主軸アタッチメント装置
【課題】主軸頭の端面にアタッチメント本体の取付面を着脱するに際し、アタッチメント本体を安定姿勢で回転させる。
【解決手段】主軸アタッチメント装置は、主軸頭22に主軸軸線周りに回転自在に連結されかつ回転工具Tを装備可能であるアタッチメント本体52と、アタッチメント本体の主軸軸線周りの回転を拘束するように主軸頭にアタッチメント本体を結合している結合機構51と、主軸頭にアタッチメント本体を主軸軸線方向に押圧させるようにアタッチメント本体に弾性力を作用させている弾性手段107と、結合機構の結合を解除するように弾性手段の弾性力に抗して主軸頭からアタッチメント本体を離隔させる方向にアタッチメント本体をプレスするプレス手段42と、主軸21の回転を、常時、アタッチメント本体に装備した回転工具に伝達し、かつ、主軸の回転を、結合機構の結合を解除したときに、アタッチメント本体に伝達する伝達手段53とを備えている。
(もっと読む)
振動検出装置及び振動検出方法
【課題】びびり周波数を正確に捉えることが可能で、ひいては一層精度の高い安定回転速度の算出をも図ることができる振動検出装置を提供する。
【解決手段】種々の周波数の音を出力可能な発音装置8を備え、当該発音装置8から、設定された検出範囲内において最大音圧となる信号成分に相当する周波数の音を出力し、作業者に振動音と出力音との比較を行わせるようにした。したがって、マイク2では回転中の回転軸3から発生する振動音を含む回転軸ハウジング1周辺に生じている音の音圧を検出してしまうものの、作業者は、その中から種々のノイズを除き、びびり振動に起因する振動音のびびり周波数を正確に捉えることができる。そして、該びびり周波数にもとづいて安定回転速度を算出することにより、従来よりもびびり振動の抑制効果の高い安定回転速度を求めることができる。
(もっと読む)
工作機械の給液装置
【課題】コレット式クランプおよびカービック式カップリングを併設した主軸頭において、標準ピッチの切削工具用ホルダの使用を可能にする。
【解決手段】主軸頭12に旋削工具用ホルダをカップリングするためのカービック式カップリング14は、主軸頭12に備えられたカップリング部材31を有している。カップリング部材31は、主軸頭12の先端面上を主軸頭軸線を中心とする円周上をのびている。カップリング部材31の半径方向外側に給液ソケット61が設けられている。主軸13にコレット式クランプ16を介してクランプされた切削用工具ホルダ17は、給液プラグ62を有している。給液ソケット61および給液プラグ62に着脱自在に渡された中継ブロック63に、給液ソケット61に接続された中継プラグ64と、給液プラグ62に接続された中継ソケット65と、中継プラグ64および中継ソケット65を連通させている連絡通路66とがそれぞれ設けられている。
(もっと読む)
位置速度制御装置
【課題】工作機械の主軸用の位置検出器として歯車と磁気式センサーを組み合わせた検出器では、機械に取り付ける状況により、振幅誤差、位相誤差が異なるため、位置検出器を機械に取り付けた状態で補正する必要がある。
【解決手段】回転位置に応じて出力される二相の正弦波信号A,Bの補正後の信号A’、B’は、A’=A−γa、B’=β(B−γb+A’・α)と表される。本実施形態では、速度制御時に速度指令値を積分した位置指令Plと位置検出値Pdとの差に基づいて、オフセット補正係数γbと位相補正係数α、振幅補正係数β、オフセット補正係数γaをそれぞれ算出し、これら補正係数に基づいて2相の正弦波信号A、Bを補正する。
(もっと読む)
工作機械
【課題】経験の深浅にかかわらず回転軸の回転速度を変動させるための変動値が容易に設定できるようにする。
【解決手段】ワークWを装着してモータ駆動する主軸3と、主軸3の回転速度の変動振幅と変動周期とを設定する変動値設定部14と、その変動値設定部14で設定された変動振幅及び変動周期に基づいて主軸3の回転速度を制御するNC装置12及び主軸制御部11とを備えたNC旋盤1において、変動値設定部14は、変動振幅と変動周期との比率を設定し、当該比率に基づいて変動振幅と変動周期とを同時に設定する。
(もっと読む)
61 - 70 / 476
[ Back to top ]