
株式会社ナガセインテグレックスにより出願された特許
1 - 10 / 35
静圧軸受を用いた移動案内装置
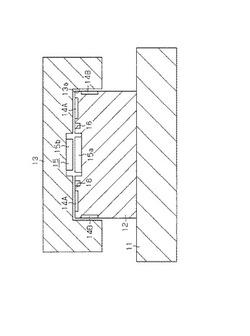
【課題】静圧軸受を含む軸受構造、及び静圧軸受へのオイルの供給構造を簡略化することができて、装置全体を小型に構成することができる静圧軸受を用いた移動案内装置を提供する。
【解決手段】案内体12上に静圧ポケット14A,14Bを介して移動体13を支持するとともに、駆動手段により移動体13を移動させるように構成する。駆動手段としてリニアモータ15を用いる。リニアモータ15の固定子15aと移動子15bとの間の吸引力あるいは反発力を静圧ポケット14Aの部分における案内体12と移動体13との接近方向への力として作用させる。
(もっと読む)
レシプロ研削盤及びその制御方法

【課題】テーブル及びウェイトの往復動時の駆動速度を適正に調整することができて、テーブル及びワークの往復動に伴う慣性力を有効に相殺することができるレシプロ研削盤及びその制御方法を提供する。
【解決手段】ワーク22を載置した状態で第1駆動装置21により機台11上で往復動されるテーブル19と、そのテーブル19の往復動に伴いテーブル19上のワーク22を加工するための工具17と、第2駆動装置26により機台11上でテーブル19と逆位相にて往復動されるウェイト25とを備える。機台11に作用する慣性変動を検出するためのセンサ27を設ける。そのセンサ27の検出に基づいて慣性変動が収束するように、第1駆動装置21と第2駆動装置26との少なくとも一方の駆動速度を制御する制御装置を設ける。
(もっと読む)
レーザー加工装置
【課題】不活性ガスを用いることなく、プラズマプルームのレーザー光に対する影響を除くと共に、レーザー光照射部の酸化防止が可能なレーザー加工装置を提供する。
【解決手段】レーザーノズル1の外筒部1bには、内部が環状吸引路5aとなっている環状吸引部5が連結されている。環状吸引路5aと、外筒部1bの内部空間とは、外筒部1bに設けられた複数箇所(本実施形態では4箇所)の連通孔7により連通している。真空ポンプ9により吸引される時、空気8が、先端1eとワーク12との間を中心方向に向かうと共に開口部1dに流れ込む。この時、照射部11及びその近傍に負圧部10が生成される。
(もっと読む)
ツルーイング方法及びツルーイング装置
【課題】ツルアから遊離した砥粒の研磨作用を効率よく利用すると共に、砥石の回転軸の指向方向を変化させる必要がない簡単な装置により砥石の外周部を成形することが可能なツルーイング方法を提供する
【解決手段】砥石6を支持する支持部9が、X軸、Y軸及びZ軸の3軸のそれぞれに沿った方向に移動するに際し、回転軸7の軸心71は常にY軸方向を指向している。そして、円錐面に形成されたツルア1の砥面2により、砥石6の外周部8を成形するに際し、砥面2を形成する母線5上の点P1における法線と、外周部8上の点P21における法線とのそれぞれの方向が同一となるように、ツルア1と砥石6との位置関係が保持されている。即ち、点P1と点P21とが接触した接触部が、母線5に沿って移動するようになっている。
(もっと読む)
治具
【課題】ワークをガタツキが生じることなく、基準面に対して所定位置に正確に保持することができるとともに、そのワークの保持状態でワークに擦過傷や変形、あるいは割れ等の損傷が生じるおそれを防止することができる治具を提供する。
【解決手段】ワークWを挟持可能な第1及び第2治具片22,23により、治具21を構成する。治具21の外側面には、加工テーブル等に設置するための基準面21a,21bを形成する。第1及び第2治具片22,23のワーク保持面24,25には、ワークWの表面より軟質の保護層24a,25aを設ける。保護層24a,25aとして、第1及び第2治具片22,23を構成する金属の摩擦係数より低い摩擦係数の合成樹脂を用いる。
(もっと読む)
工作機械
【課題】ワークの加工効率及び加工精度を向上させることができる工作機械を提供する。
【解決手段】加工装置30によるワーク23の被加工部25A,25Bの加工に先立って、計測装置27により被加工部25A,25Bを計測する。その計測結果を基準データとして設定するとともに、基準データをもとにして目標加工量を設定する。目標加工量に基づいて被加工部25A,25Bに対する第1加工量を設定する。設定された第1加工量が得られるように、加工装置30の動作を制御して被加工部25A,25Bに第1加工を施す。被加工部25A,25Bの加工済み部分を計測する。その計測結果に基づいて、目標加工量が得られるように加工済み部分に対する第2加工量を設定する。その第2加工量が得られるように、加工装置30の動作を制御して被加工部25A,25Bに第2加工を施す。
(もっと読む)
ワークの研削加工方法及び研削盤、それに用いる移動経路データの演算プログラム並びにその記憶媒体
【課題】砥石車の先端形状データとワークの加工形状データとに基づいて、傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを求めてNCプログラムを容易に生成することができる研削盤を提供する。
【解決手段】CPU42に設けられた先端形状三次元座標データ変換部51によって砥石車の先端形状の三次元座標データを演算する。加工形状三次元座標データ変換部52によって、ワークの加工形状三次元座標データを演算する。両座標データに基づいて、移動経路データ演算部53によって傾斜角が3次元曲面的に変化するワークの被研削斜面に対する砥石車の移動経路データを演算する。この移動経路データに基づいて、NC指令データ演算部54によってNC指令データを生成する。
(もっと読む)
研磨装置
【課題】任意の形状の被研磨物を研磨することができる研磨装置を提供する。
【解決手段】加工テーブル11の上面に支持された凹レンズ12の被研磨面12aと所定の隙間gをもって移動される研磨ヘッド16に供給孔16b及び排出孔16cを形成し、研磨ヘッド16の上面に供給孔16bと対応して、噴射孔23aを有する供給ノズル23を設ける。該供給ノズル23に形成された導入孔23bに貯留タンク24から可撓配管25を介して研磨液Kを供給する。前記供給ノズル23の噴射孔23aに連通するように空気噴射ノズル27を設け、圧縮空気供給源28から可撓配管29を介して空気噴射ノズル27に圧縮空気を供給し、エゼクタ作用により研磨液Kを供給孔16bから隙間gに供給する。隙間gを流れる研磨液Kによって凹レンズ12の被研磨面12aが研磨される。前記排出孔16cによって隙間g内の使用済みの研磨液Kが排出される。
(もっと読む)
打ち抜き金型及びその研削方法
【課題】長時間繰り返される打ち抜き加工において、ダイの貫通孔における側圧付与部の内壁に対する抜き片の食い付きが、良好に維持される打ち抜き金型及びその研削方法を提供する。
【解決手段】側圧付与部及びテーパー状孔部を備える貫通孔を有する打ち抜き金型のダイを一対の半割型で形成した。その一対の半割型のそれぞれにおいて、側圧付与予定部3の内壁3bを、上下方向の研削痕44のみが形成された仕上げ研削面とした。
(もっと読む)
工作機械の軸装置
【課題】ハウジング、軸受及び主軸の冷却を適正に行うことができる工作機械の主軸装置を提供する。
【解決手段】円筒状をなすフレーム20の内部にハウジング21を収容固定する。該ハウジング21の内周面に前後一対のラジアルベアリング22を介して主軸23を回転可能に支持し、前記ハウジング21の前後両側面に前部及び後部ホルダー24,25を配設する。前記ハウジング21の内周面と、主軸23の外周面との間に冷却用空間30を形成し、前記フレーム20及びハウジング21に前記冷却用空間30に潤滑油を供給する油供給フランジ31を設けるとともに、潤滑油を排出する油排出フランジ35を設ける。前記主軸23の外周面に螺旋溝37を形成する。前記主軸23が回転されると、螺旋溝37によって冷却用空間30の内部に供給された潤滑油が油供給フランジ31側から油排出フランジ35側に強制的に流動される。
(もっと読む)
1 - 10 / 35
[ Back to top ]