
株式会社名南製作所により出願された特許
1 - 10 / 77
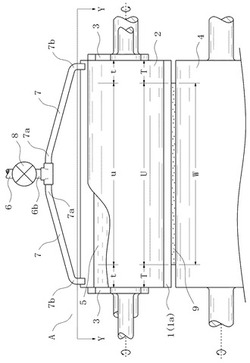
スプレッダへの接着剤の供給方法及び供給機構
【課題】板材の全幅に対する接着剤の塗布量の均等化、接着剤の消費量の節約を図る。
【解決手段】塗布ロール1と、規制ロール2と、左右一対の堰板3とを有し、前記各ロール1・2の上側の対向間隔内に、接着剤の貯留部を設けて成る塗布機構Aを、板材9の通路の上方又は/及び下方に配設すると共に、塗布ロール1の有効塗布幅を、板材9の最大幅Wに比べて相当に広く設定することにより、塗布ロール1の常用区域Uを適正な姿勢で通過する際の板材9の左右に、適宜寸法の予備区域Tを設けて成るスプレッダに於て、前記接着剤の貯留部へ接着剤5を供給する供給管7を、少なくとも前記貯留部の上方に於ては二本備える共に、該二本の供給管7の各末端7bを、前記塗布ロール1の左右の予備区域Tに対応する接着剤の貯留部に於ける左右の予備域tの上方に夫々臨ませ、二本の供給管7を介して、前記貯留部の左右の予備域tへ接着剤5を供給する。
(もっと読む)
定尺単板群の堆積方法

【課題】矩形化した端尺単板の複数枚を定尺板状に寄集めて成る定尺単板群を、堆積台の上方へ順次搬送した後に、落下させて堆積するに際し、従来に比べて長期間に亘る良好な堆積山の堆積姿勢の維持を可能にする。
【解決手段】各定尺単板群の全長を、落下させる前に実測し、個々の定尺単板群Aが、所定の定尺寸法Lに対して僅かな誤差±αしか有しない規格化定尺単板群A1〜An+2であるのか、僅かな誤差±αを超える顕著な誤差を有する規格外定尺単板群B、Cであるのかを判別し、大多数の規格化定尺単板群A1〜An+2については、常にその前端を基準位置aに合わせて、堆積台6上へ順次落下させ、少数の規格外定尺単板群B、Cについては、その前端又は後端を、基準位置aとは別異の、堆積山AMの堆積姿勢の安定化に適した特例位置b、cに合わせて、堆積台6上へ落下させる。
(もっと読む)
シート体の高速搬送装置に於ける押えロールの作動方法及び作動装置
【課題】ベニヤ単板・厚紙等のシート体の高速搬送装置に於て、複数個の押えロールの当接時期に差異が生じたとしても、シート体の搬送姿勢や搬送速度の正確性を保障する。
【解決手段】ベニヤ単板7を高速で搬送するロールコンベヤ1の上部に、空転可能な複数個の押えロール2を、揺動可能な揺動アーム3で枢支し、ベニヤ単板7の厚さ方向へ昇降自在に配設すると共に、揺動アーム3に作動機構4を係止し、該作動機構4を介して、強制的に下降させた押えロール2によって、ベニヤ単板7をロールコンベヤ1に押圧しつつ高速搬送する搬送装置に於て、圧縮空気の噴射部材5を介して、適時、押えロール2に付設した風車状の風受け部材2aに向けて、圧縮空気を噴射することにより、ベニヤ単板7に向けて下降させる際の押えロール2を、予め、押えロール2を空転させるに足る程度の微弱な駆動力を以って、ロールコンベヤ1の搬送速度に準ずる周速で空転させておく。
(もっと読む)
スプレッダの屑除去方法及びスプレッダの屑除去装置
【課題】スプレッダの塗布幅や接着剤の粘性に拘わりなく、且つ、スプレッダの塗布作業の能率性を低下させることなく、安定的に屑を除去する。
【解決手段】小枝状の除去ピン9bの多数が、回転可能な棒状体9aの軸芯方向と周長方向とに夫々適宜の間隔を隔てて放射状に凸設されて成る多枝付棒状の屑除去部材9を、スプレッダの塗布ロール1と平行状に、而も、前記屑除去部材9を回転させた場合に、多数の除去ピン9bの先端部が、塗布ロール1の外周面に付着した接着剤(13)には接触せず、塗布ロール1の外周面に付着する屑14には当接し得る箇所に位置させると共に、駆動源10を以って、前記屑除去部材9を図示矢印方向に回転させることにより、専ら屑14を除去対象物として、塗布ロール1の外周面から除去し、受樋11内に落下させる。
(もっと読む)
斜行型合板の製造方法
【課題】斜行合板を、設備費を少なくし且つ生産性良く製造する。
【解決手段】辺11a及び辺11bを有する合板11を、辺11aに対し傾斜した切断線11cで間隔Lをおいて順次切断して、帯状合板13a、13b、帯状合板13c、13d・・・を製造し、次いでこれら帯状合板の、2個の切断線11cを、異なる帯状合板同士で互いに同一直線上に位置する状態として、辺11aまたは辺11bで接合して接合合板15,17とし、次に接合合板15,17を切断線11cに直角に適宜間隔で切断する。
(もっと読む)
ベニヤ単板の切断装置
【課題】単板9の通路を介して対称的に回動する上下一対の単板搬送部材1・2と、該単板搬送部材1・2の搬出口近辺に於ける単板9の表側と裏側との間を、刃先3aが往復回動する切断刃3と、作動部材5を介して切断刃3を交互に片道回動させる制御機構13とを有する切断装置に於て、弾性部材14を介して単板搬送部材2を弾性変位可能に備えた場合に、端折れ等に起因して、単板9の左右の厚さが異なっても、単板搬送部材2が、切断刃3の刃先3aに対して斜めに傾かないようにして、常に良好な切断を可能にする。
【解決手段】単板搬送部材2を枢支する左右一対の軸受部材12の夫々に付設したラック15と、各ラック15と係合する左右一対のピニオン16と、各ピニオン16を相互に連結する連結軸17とを有する同期変位機構を増設することで、単板搬送部材2の左右が、常に均等に変位し得るようにし、切断刃3の刃先3aに対する常時平行性を保障する。
(もっと読む)
スプレッダの清掃方法及び清掃装置を具備したスプレッダ
【課題】スプレッダに滞留する木片等の異物を適確に排除することができ、而も、単板に塗布した接着剤の接着性能を劣化させる虞のない清掃方法を提供する。
【解決手段】送りロール4の上方に、塗布ロール1とドクターロール2とを備え、前記両ロール1・2の間に貯留した接着剤13の適量を、単板8の上面へ塗布するスプレッダに於て、ドクターロール2を正逆回転可能に備えると共に、ドクターロール2と同等幅の先端部9aを有する清掃部材9を、単板8の通過を阻害しない位置であって、而も、先端部9aが、ドクターロール2の周面の適宜部分に、随時当接及び離隔し得るように備え、所望時に限り、ドクターロール2を逆回転させて、貯留部に残留する接着剤13と一緒に、異物14を貯留部から排出し、且つ、清掃部材の先端部9aを、ドクターロール2の周面に当接させて、貯留部から排出された接着剤13と異物14を掻き取るように排除する.
(もっと読む)
ベニヤレースへの原木の供給方法
【課題】原木の自重の慣性力に起因して、原木の移送開始時と移送停止時に発生し易い、供給姿勢の歪の発生を可及的に抑止して、原木の供給位置の精度維持を図る。
【解決手段】ベニヤレースCの前位に、仮芯用のスピンドル3,3aによって挟持した原木G1の好適な回転芯N1を定める制御機構(図示省略)を有する原木芯出し装置Aと、先端部に把持爪を具備した伸縮自在な把持部材12を有する原木供給装置Bとを配設し、制御機構によって定めた原木G1の回転芯N1が、把持部材12の伸縮方向に対して平行状となる状態であって、且つ、原木G1の両木口面の輪郭に適合する、原木G1の仮想重心Q1と、回転芯N1から所定距離Zだけ離れた部位に把持爪を介入させる際の各把持部材12の先端部とが、可及的に接近し得る状態に至るまで、挟持した原木G1を回転させてから、把持部材12によって原木G1を把持し直して、ベニヤレースCへ移送する。
(もっと読む)
ベニヤレースへの原木の供給方法
【課題】能率性に優れるベニヤレースへの原木の供給方法を提供する。
【解決手段】ベニヤレースCの前位に、原木支持部材1、昇降作動機構2、カメラ3、画像処理機構兼用の制御機構(4)等を有する原木芯出し装置Aと、把持部材5、保持部材8、揺動梁10、駆動源15等を有する把持供給機構b1、並びに把持部材用の伸縮作動機構(b2)を具備して成る原木供給装置Bとを併設し、原木芯出し装置Aに於て定めた原木Gの回転軸Hが、把持部材5の伸縮方向f2に対して平行状となるように、昇降作動機構2を介して、左右の原木支持部材1の高さを調整してから、把持供給機構b1よって原木Gを把持し、次いで、把持した原木Gを、スピンドル16の位置に供給し終えるまでの適宜時期に、供給後の原木Gの回転軸Hが、スピンドル16の中心軸kと一致するように、伸縮作動機構(b2)を介して、左右の把持部材5の伸縮量を調整する。
(もっと読む)
原木木口の撮影方法
【課題】合板・単板積層材等の主要材料である単板の製造に供される、原木の左右の木口を、カメラを用いて撮影する場合に、各木口の輪郭を含めた、原木の両木口の鮮明な画像の撮影を可能にする。
【解決手段】ベニヤレース(図示省略)を用いて原木2を旋削する旋削工程の前工程に於て、左右一対の原木支持部材1、1によって支持される原木2の左右の木口に対向する位置に、左右一対のカメラ3、3を配設して、原木2の両木口を撮影する場合に、左右のカメラ毎の撮影動作に適応して、閃光を発するフラッシュ・ライト4、4を、各カメラ3、3に併設すると共に、各カメラ3、3の撮影時期に、適宜の微細な時差を設けて、段階的に原木2の左右の木口を撮影する。
(もっと読む)
1 - 10 / 77
[ Back to top ]