
黒崎播磨株式会社により出願された特許
11 - 20 / 314
溶射装置
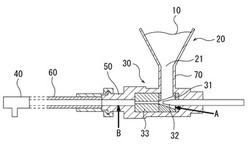
【課題】原料粉体とキャリアガスとの混合物の良好な搬送性を確保しつつ、キャリアガス(酸素ガス)不足による原料粉体の燃焼不良の発生を防止できる溶射装置を提供する。
【解決手段】原料粉体10を貯蔵し当該原料粉体を払い出す払出口21を有する貯蔵手段20と、加圧されたキャリアガスの流れにより払出口21から原料粉体10を吸入し、キャリアガスと原料粉体とを混合し混合物とするエジェクター30と、エジェクター30により生成された前記混合物を噴射する噴射手段40とを備え、前記混合物を噴射し燃焼させて耐火組成物を形成する溶射装置において、エジェクター30及びそれより下流側の流路のうち、エジェクター30の吐出導管33のストレート部以外の位置から補填用のキャリアガスを吹き込むガス吹込み手段A,Bを設けた。
(もっと読む)
溶融金属容器のライニング構造

【課題】鉄皮内面に発生した結露が微細多孔性断熱材に接触しないようにして、微細多孔性断熱材の断熱効果の低減を防止することが可能な溶融金属容器のライニング構造を提供する。
【解決手段】本発明に係る溶融金属容器のライニング構造は、耐熱性及び吸水性を有する第1の断熱材からなる第1断熱層12と、粒径0.3μm以下の超微粉を20質量%以上含有する第2の断熱材からなる第2断熱層13とを有し、第1断熱層12が第2断熱層13よりも溶融金属容器の鉄皮11側に配置されている。
(もっと読む)
溶射装置、溶射方法及び溶射材料
【課題】原料粉体と吐出導管との摩擦による発火の発生を防止できるようにする。
【解決手段】原料粉体10を貯蔵し当該原料粉体を払い出す払出口21を有する貯蔵手段20と、加圧されたキャリアガスの流れにより払出口21から原料粉体10を吸入し、キャリアガスと原料粉体とを混合し混合物とするエジェクター30と、エジェクター30により生成された前記混合物を噴射する噴射手段40とを備え、前記混合物を噴射し燃焼させて耐火組成物を形成する溶射装置において、エジェクター30の吐出導管33の流路を形成する内面の少なくとも一部を樹脂又はゴムで構成した。
(もっと読む)
連続鋳造用耐火物及び連続鋳造用ノズル
【課題】耐火物にとって浸食性の強い複合酸化物系の鋼中介在物(スラグ成分)を含む溶鋼の連続鋳造においても、前記スラグ成分等に対する高い耐浸潤性や耐食性を備えるとともに、耐スポーリング性をも備えた連続鋳造用耐火物及び連続鋳造用ノズルを提供する。
【解決手段】0.045mm以下の粒度域での化学成分及び鉱物組成を特定することにより、稼働面及びその内部に気孔を有する耐火物において、溶鋼と接触する側に、被膜状の緻密で薄いスピネル(二次スピネル)層を速やかに生成させ、これにより耐火物内部を保護し浸潤性や溶損を低減する。また、耐火物の粒度構成を特定することで、耐スポーリング性を確保する。
(もっと読む)
不定形耐火物
【課題】
結合剤に有機結合剤を用いるにも関らず、例えば1000℃を超える高温域で強度の低下が生じにくい不定形耐火物を提供する。
【解決手段】
本発明の不定形耐火物は、粒径1mm以上の粗粒域及び粒径1mm未満の微粒域よりなる耐火性粉体、並びに有機結合剤を含み、微粒域に焼成オリビンが配合され、かつ前記有機結合剤の使用量が前記耐火性粉体100質量%に対して外かけで1質量%以上20%質量以下である。
(もっと読む)
脱ガス装置の浸漬管
【課題】芯金の変形や、芯金を覆う耐火物の損傷を抑制し、寿命末期まで安定に長寿命化を図ることが可能な脱ガス装置の浸漬管を提供する。
【解決手段】筒状の芯金11の内周側と外周側に、それぞれ内周側耐火物12と外周側耐火物13が設けられた脱ガス装置の浸漬管10は、内周側耐火物12と芯金11との間、及び外周側耐火物13と芯金11との間のいずれか一方又は双方に、断熱材16が配置され、この断熱材16に向けてArガスを吹付ける供給ヘッダ17、18を有するので、寿命末期まで安定に長寿命化を図ることが可能である。
(もっと読む)
窯炉内張耐火物の熱間補修方法
【課題】炉内面の補修対象領域に不定形耐火物を施工した後、その施工体を従来よりも短い時間で乾燥することができ、かつ乾燥に際して施工体に亀裂や爆裂が生じにくい、炉の補修方法を提供する。
【解決手段】まず、炉内面の補修対象領域Sに、炉外に通じる貫通孔15を形成し、その貫通孔15に柱状中子16を挿入し、これを炉内側へ突出させた状態で固定する。次に、補修対象領域Sに、柱状中子16の炉内側への突出長さ以下の厚みに不定形耐火物を施工する。次に、貫通孔15から柱状中子16を取り除いて炉内外に連通する通気路20を確保し、この状態で不定形耐火物の施工体18,19を乾燥させる。最後に、通気路20を閉塞する。
(もっと読む)
六角形断面耐火れんが用金型、六角形断面耐火れんがの成形方法および溶融金属用容器の製造方法
【課題】断面形状が長さ方向において変化する六角柱状のれんがであっても成形でき、しかも長さに関わらず均一な品質を有する六角柱状のれんがを成形できる金型を提供する。
【解決手段】対向する2つの側面型11a、11bと、2つの側面型の間に配置される下面型12および上面型13とを有し、下面型12と上面型13と2つの側面型11a、11bとに囲まれた空間15にれんが用杯土が収容されるものであり、2つの側面型の対向面が、水平方向に延在する第1軸Aに対して対称に離間して配置された垂直面14a、14bであり、下面型12の上面型13との対向面および上面型13の下面型12との対向面が、第1軸A方向に延在する空間側15が凹である断面視V字型の谷型凹部からなり、下面型と上面型の両方または上面型の谷型凹部の谷底12a、13aが、所定の曲率半径を有している六角形断面耐火れんが用金型1とする。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】幅厚比が大きなスラブの高速鋳造において、ダブルロール流動パターンを鋳型内に形成すると共に、鋳型内の上方及び下方に向かう各溶鋼流の流速を一定の範囲内に制御することが可能な連続鋳造用浸漬ノズルを提供する。
【解決手段】浸漬ノズル10は、底部20を有する管体11の下部が矩形状の扁平断面とされ、該下部の短辺側の両側壁に流路13と連通する一対の第一の吐出孔14が対向して形成されると共に、流路13と連通する一対の第二の吐出孔16が底部20に形成されている。一対の第一の吐出孔14は、それぞれ仕切部22によって上段吐出孔14aと下段吐出孔14bに仕切られ、一対の仕切部22間には、流路13の長辺側の両内壁19から内方にそれぞれ突出し内壁19を水平方向に横断する突条部15が形成されている。また、一対の第二の吐出孔16は、管体11の中心軸に関して対称に配置されている。
(もっと読む)
ポーラスプラグ
【課題】使用初期から使用末期に至るまで、大きなガス背圧調整を行うことなく、同じ流量のガスを吹き込むことができるポーラスプラグを提供すること。
【解決手段】多孔質耐火物2から溶融金属容器内の溶融金属にガスを吹き込むポーラスプラグであって、多孔質耐火物が配置されたプラグ本体1は、その外郭形状が円錐台又は角錐台状であり、プラグ本体1の頂面において多孔質耐火物2が占める部分の面積に対して、プラグ本体1の頂面より下方であって使用限界位置までの任意の位置での水平断面において多孔質耐火物2が占める部分の面積が1倍以上2倍以下であることを特徴とする。
(もっと読む)
11 - 20 / 314
[ Back to top ]