
サンコール株式会社により出願された特許
1 - 10 / 96
コイルの製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
磁気ヘッドサスペンション及びその製造方法
【課題】捩れモードの振動における磁気ヘッドスライダのゲインの低減を図りつつ、SWAYモードの共振周波数を有効に上昇させる。
【解決手段】ロードビーム部はサスペンション幅方向に沿ったロードビーム部曲げ線で曲げられ、荷重曲げ部を形成する板バネは基端側曲げ線及び先端側曲げ線で曲げられ、前記両曲げ線での曲げ部によって発生される荷重の合力によって押し付け荷重が画される。支持部の先端エッジからロードビーム部の基端部までの板バネのサスペンション長手方向距離をL、支持部の先端エッジから基端側曲げ線までのサスペンション長手方向距離をL1、支持部の先端エッジから先端側曲げ線までのサスペンションの長手方向距離をL2とした場合に、L1≦0.3×L且つ0.6×L≦L2を満たす。
(もっと読む)
磁気ヘッドサスペンション

【課題】質量増加無しで曲げ一次及び二次モードの共振周波数を上昇させる。
【解決手段】ロードビーム部は、本体部と一対のフランジ部との間の左右一対の境界部分には左一対の膨出領域を有する。一対の膨出領域の各々は本体部及びフランジ部の間の境界線から所定距離だけサスペンション幅方向内方に位置する内方地点とフランジ部の基端部及び先端部の間の中間地点とによって挟まれる領域に位置され、本体部及びフランジ部の残りの領域に対してディスク面とは反対側へ押し出し成形されている。
(もっと読む)
磁気ヘッドサスペンション
【課題】フランジ部による共振周波数の上昇効果を損なうことなく、捩れ1次及び3次モードの振動時における磁気ヘッドスライダのシーク方向変位量の最小化を図りつつ、捩れ3次モードの振動時における磁気ヘッドスライダのシーク方向変位量を低減させる。
【解決手段】ロードビーム部はサスペンション幅方向に沿ったロードビーム曲げ線回りに曲げられ、一対の板バネはサスペンション幅方向に沿った荷重曲げ線回りに曲げられている。前記ロードビーム部の一対のフランジ部にはフランジ高さが他の領域よりも低い低フランジ領域が設けられている。
(もっと読む)
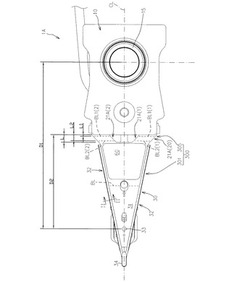
磁気ヘッドサスペンション
【課題】フランジ部による共振周波数の上昇効果を損なうことなく、第1〜第3曲げ線での曲げ角度を調整することによって捩れ1次〜3次モードの振動時における磁気ヘッドスライダのシーク方向変位量の最小化を図り且つ曲げ線での曲げ加工の容易化を図る。
【解決手段】ロードビーム部30は支持部10の先端エッジ及びディンプル33間の距離をL1とした場合に先端エッジから0.4×L1以上0.6×L1以下の中央領域に位置する第1曲げ線BL1並びに第1曲げ線より基端側に位置する第2曲げ線BL2回りに曲げられ、一対の板バネ21は第3曲げ線回りBL3に曲げられている。第2曲げ線は先端エッジから0.22×L1以内の基端領域内に位置され、第2曲げ線が位置する部分には一対のフランジ部32が存在しない。
(もっと読む)
固定砥粒ワイヤの製造方法
【課題】メッキ液中にレベリング剤を添加することなく、砥粒のワイヤ本体への固着強度の向上及び砥粒による切削性能又は切断性能の向上を同時に図り得る固定砥粒ワイヤの製造方法を提供する。
【解決手段】砥粒群を含むメッキ液中において対向配置された電極部材が陽極となり且つワイヤ本体が陰極となるような正電解電圧を印可して砥粒群を含むメッキ層を前記ワイヤ本体に電着させる正電解処理工程と、前記正電解処理工程の後にメッキ液中で対向配置された電極部材が陰極となり且つワイヤ本体が陽極となるような逆電解電圧を印可して前記メッキ層中の少なくとも一部の砥粒の頂部が露出するように前記メッキ層を剥離させる逆電解処理工程とを含む。
(もっと読む)
ディテントスプリングの良否判別検査方法および良否判別検査装置
【課題】ディテントスプリングの良否判別検査において、セレクトレバーに所定の操作抵抗を付与できる良品と付与できない不良品とを正確に判別する。
【解決手段】ディテントスプリング1の修正前曲げ荷重を測定する工程(第3ステージS3)と、修正前曲げ荷重に基づいて算出した修正曲げ量の分だけディテントスプリング1に曲げ加工を施す工程(第4ステージS4)と、ディテントスプリング1の修正後曲げ荷重を測定する工程(第6ステージS6)と、修正後曲げ荷重が所定範囲内であるか否かに基づいて前記ディテントスプリングの良否を判別する工程とを順に経て行い、予め、良品のディテントスプリングの修正前曲げ荷重と修正曲げ量との相関近似式を取得し、検査対象のディテントスプリングの修正前曲げ荷重を相関近似式に代入することにより修正曲げ量を算出する。
(もっと読む)
光コネクタ
【課題】高密度に配された場合でも、光アダプタから簡単に取り外すことができる光アダプタを低コストに提供する。
【解決手段】本発明の光コネクタ20は、第1操作レバー24から後方に延びた第2操作レバー25を備える。第2操作レバー25の後方端部を押し上げることで、あるいは、第2操作レバー25を前方に押し込むことにより、第1操作レバー24を前方に傾倒させることができる。これにより、第1操作レバー24の前方端部24aで係止レバー23の後方端部23bを押下げ、係止レバー23と光アダプタとの係合を解除し、光コネクタ20を光アダプタから取り外すことができる。
(もっと読む)
モールドコイル及びその製造方法
【課題】絶縁性被覆導線によって形成されたコイル体の少なくとも螺旋部を、金型を用いること無く容易且つ効率的に樹脂によって封止し得るモールドコイルを提供する。
【解決手段】長尺の絶縁性被覆導線によって形成されるコイル体であって、螺旋状に巻き回されてなる螺旋部、前記螺旋部の巻き始め端を形成する第1端部及び前記螺旋部の巻き終わり端を形成する第2端部を含むコイル体と、前記螺旋部が上下方向に伸張することを防止するように前記螺旋部の形状を保持する絶縁性の係止部材と、前記係止部材が装着された状態の前記螺旋部を覆う絶縁性の樹脂体とを備える。
(もっと読む)
ステンレス鋼への導電材料の接合方法、及びHDD用磁気ヘッドサスペンション
【課題】ステンレス鋼とその表面に接合される導電材料との接合部において、低コストな方法で、低電流領域における良好な通電状態を安定的に得る。
【解決手段】ステンレス鋼からなるベースプレート2の表面に導電性ペースト12を付与する第1のステップと、ベースプレート2の表面の導電性ペースト12で覆われた領域において、ベースプレート2のステンレス鋼の母材が空気と接触しない状態でステンレス鋼の表面の不動態皮膜を除去する第2のステップを経て行われる。不動態皮膜の除去は、例えばレーザ光30の照射により行われる。
(もっと読む)
1 - 10 / 96
[ Back to top ]