
ユニプレス株式会社により出願された特許
51 - 60 / 83
ホットプレス成形方法及びホットプレス用成形金型
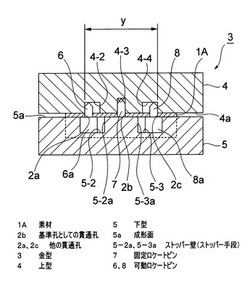
【課題】孔明け工具の長寿命化を果たすと共に、貫通孔の孔間ピッチを素材の焼入れ硬化後の収縮作用に影響されず所定の孔間ピッチ寸法になるようにした。
【解決手段】予め2つの貫通孔2a、2cが穿設された素材をその焼入れ温度まで加熱し、加熱された素材を低温の金型3によってプレス成形すると共に焼入れ硬化して、互いに所定孔間ピッチを有する2つの貫通孔2a、2cが形成されたプレス成形品を製作する場合、2つの貫通孔2a、2cの孔間ピッチを所定孔間ピッチaに対して素材1Aの熱膨張率を考慮してxだけ小さくなるように素材1Aに穿設しておき、素材1Aの加熱により一旦拡大した貫通孔2aと2cとの間の孔間ピッチを、可動ロケートピン6,7を素材1Aの収縮作用に合わせて移動させ、貫通孔2a、2c間を所定孔間ピッチaに矯正にした。
(もっと読む)
バンパレインフォースへの牽引フック取付け構造

【課題】牽引フックの牽引フック取付け部材におけるバンパレインフォースへの溶接部を、バンパレインフォースの補強内側壁或いは底壁(または天井壁)に近接対向可能に形成できるように構成した。
【解決手段】牽引フック取付け部材11におけるバンパレインフォース5の外向き縦壁5aに着座する取付け基体部11aに、バンパレインフォース5に形成した位置決め孔5bに挿入してパンパレインフォース5に対する牽引フック取付け部材11を位置決めする位置決め突起11bを突出形成し、位置決め突起11bの高さ寸法を取付け基体部11aの高さ寸法より小さく形成して、取付け基体部11aの外周部全体をバンパレインフォース5に溶着することにより、牽引フック取付け部材11の溶接部13をバンパレインフォース5の補強内側壁5cおよび底壁5dに近接するようにした。
(もっと読む)
樹脂製バンパステー
【課題】圧潰時のバンパステーの亀裂箇所をコントロールすることにより、圧潰後にバンパステーが取付けフランジ部における締着具上に位置しないように構成した。
【解決手段】自動車10の車体骨格メンバー11とバンパレインフォース2との間に配置される樹脂製のバンパステー1が、バンパレインフォース2側に対向して延在し記バンパレインフォース2側からの衝撃力を吸収する筒状部1−1aを有する本体部1−1と筒状部1−1aにおける車体骨格メンバー11側に対向する一端部側に形成され車体骨格メンバー11に装着される取付けフランジ部1−2とで一体構成としており、取付けフランジ部1−2に車体骨格メンバー11に装着するための取付け孔1−1aを形成すると共に、筒状部1−1aにおける取付け孔1−2aに対向する位置に薄肉部1−1eを筒状部1−1aの軸線上に延在するように形成した。
(もっと読む)
バンパステー
【課題】バンパステーの筒状部における最大反力荷重点をできる限り長い圧潰ストロークの過程において矩形波状に維持することができるように構成して、変形エネルギー面積を拡大できるようになした。
【解決手段】自動車10の車体骨格メンバー2とバンパレインフォース3との間に配置されるバンパステー1が、バンパレインフォース3側に対向して延在しバンパレインフォース3側からの衝撃力を吸収する筒状部1a−1を有する本体部1aと筒状部1a−1における車体骨格メンバー2側に対向する一端部側に形成され車体骨格メンバー2に装着される取付けフランジ部1bとで一体構成としており、本体部1aにおける軸方向中間部に一般部肉厚より肉厚に形成した肉厚部1a−4を設けた。
(もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】本発明は自動車用の燃料タンク製造方法及び燃料タンクに関し、厳密な隙間管理を要することなく、溶接欠陥も生ずること無く、錫−亜鉛クロムフリーめっき鋼板の溶接により自動車用の燃料タンクの製造を実現することを目的とする。
【解決手段】自動車用燃料タンクは錫−亜鉛クロムフリーめっき鋼板を素材とする。錫−亜鉛クロムフリーめっき鋼板は絞り加工に付され、その結果、外周に沿ってフランジ部を形成した一対の半体10, 12が形成される。この一対の半体10, 12は夫々の凹部が内面側で対向するようにフランジ部10-1, 12-1にて突き当て密着せしめられ、このフランジ突当部10-1, 12-1に沿ってレーザビーム及びアークビームが当てられ、レーザ・アークハイブリッド溶接が行われる。燃料タンク面に取り付けられる燃料インレット管やブラケットなどの付属品についてもレーザ・アークハイブリッド溶接することができる。
(もっと読む)
ステアリングメンバー
【課題】従来のような板厚を大きくすることやブラケット類の個数増加や剛性のアップ等の対策を採らずして、所望の断面二次モーメントが得られるようになした。
【解決手段】車幅方向に延在する中空状のステアリングメンバー本体1に、ステアリングシャフトを支持するステアリングサポートブラケット4を取付け、且つ、ステアリングメンバー本体1の両端部に取付けた車体取付けブラケット2,3を用いて車体の両側部に装着するようになした場合、ステアリングメンバー本体1の内部にブラケットバルクヘッド8を挿入すると共に、ブラケットバルクヘッド8のバルクヘッド本体部8aの外周端部に形成した取付けフランジ部8bを、ステアリングメンバー本体1におけるステアリングサポートブラケット4が取付けられたステアリング支持部位1cに位置するように、ステアリングメンバー本体1の内壁部1dに固着して構成した。
(もっと読む)
ダイクエンチプレス用ブランク材
【課題】金型の切刃によるカット方式を用いても、完成したプレス製品に亀裂等が発生しないようにし、プレス製品の製作工数延いてはコストダウンを図ったダイクエンチプレス用ブランク材を提供する。
【解決手段】焼入れ温度まで加熱され、低温の金型を用いてダイクエンチ加工しながら焼入れすることにより、互いに連結した複数のプレス製品10、10をダイクエンチ加工するダイクエンチプレス加工に用い、各プレス製品10、10同士の連結部を、切除加工部2として切り離すことによって、各個別のプレス製品10、10として構成するようにした場合、切除加工部2を挟合対峙するように添設する貫通孔部3をダイクエンチ加工前にブランク材1に複数個形成した。
(もっと読む)
補強メンバー等の溶接部材
【課題】溶接部材本体の強度・剛性を十分確保すると共に、当該溶接部の溶接面積を広く形成できるようにした。
【解決手段】スポット溶接により溶接対象部材であるフロア材2に接合されるプレス成形品である溶接部材である補強メンバー1において、補強メンバー1における溶接部3を補強メンバー1の一般板厚よりプレス成形により薄肉形状に形成するとともに、溶接部3には、薄肉形状にする際に補強メンバー1の外郭線より張出して形成した張出し部3aを有するようにして、フロア材2への溶接面積を十分確保して溶接強度を高めることができ、張出し部3aの存在によりフランジ部1bの外郭線より張出した分、フランジ部1bのフランジ幅Hを狭くすることが可能であり、レインフォース材等を用いなくても、フロア材2の所望の強度・剛性を得ることができ、レインフォース材等のためのプレス成形金型の製作費や部品コスト或いは部品管理費等を節約できる。
(もっと読む)
自動車のドアガードバー
【課題】本発明は自動車のドアガードバーに関するものであり、衝突荷重の吸収効率を高めつつ破断の恐れを回避することを目的とする。
【解決手段】ドアガードバー12は鋼板からのプレス加工品であり、両端に一体の取付部(ブラケット部)を備えている。ドアガードバー12は一対の縦壁12-1と、これら一対の縦壁12-1を接続する横壁12-2とからなり、横壁から離間側に開口部15を形成し、断面が実質的にU形状をなしている。そして、横壁12-2は外側ドアパネルに対向し、開口部15は内側ドアパネルに対向するように配置される。横壁12-2に夫々の縦壁12-1に連接されて外側ドアパネルに向け突出する形状のビード部16を形成している。
(もっと読む)
ダイクエンチプレス装置
【課題】上下両金型の成形面全体で冷却効果が均一となるようにし、しかも冷却効果を高めてプレス成形効率を向上させて、製品コストの低減を図ることを可能とした。
【解決手段】焼入れ温度まで加熱したブランク材8を、上側金型1と下側金型2とからなる金型を用いてプレス成形しながら焼入れをするダイクエンチプレス装置において、上側金型1および下側金型2自体をそれぞれ凹設することによって、両側金型1、2をそれぞれ冷却する冷媒収容室12、13を直接形成し、冷媒収容室11、12に冷媒の供給口14−1a、14−2aおよび排出口15−1a、15−2aを形成して構成しており、たとえ成形面1a、2aが凹弯曲或いは凸弯曲に形成されているとしても、成形面1a、2a全域に亘って均等肉厚の冷却室11、12に形成することができ、ブランク材9全体を、均一に冷却することができると共に冷却効果を高めることができる。
(もっと読む)
51 - 60 / 83
[ Back to top ]