
ユニプレス株式会社により出願された特許
71 - 80 / 83
自動車用センターピラー構造
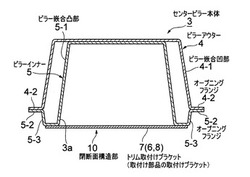
【課題】開断面構造による軽量化を維持するものであるにも拘らず、高剛性化のためのコストアップあるいは重量アップを起さないようにした。
【解決手段】センターピラー本体3を構成するピラーアウター4及びピラーインナー5を共に断面ハット型に形成すると共に、ピラーアウター4に凹設したピラー嵌合凹部4−1にピラーインナー5に突設したピラー嵌合凸部5−1を挿入し、ピラー嵌合凹部4−1およびピラー嵌合凸部5−1の両側端部より張出し形成されたオープニングフランジ部4−2、5−2同士を接合することによって、開断面構造のセンターピラー本体3を構成し、且つ、センターピラー本体3の開口側3aに橋渡すように、センターピラー本体3に取付け部品を取付けるための取付けブラケット6,7,8を装着することによって、センターピラー本体3に閉断面構造部10を形成した。
(もっと読む)
遊星歯車機構用キャリア組立方法

【課題】本発明は遊星歯車においてキャリアベースとキャリアプレートとからキャリアを組立てる方法に関し、組立後のバリ取り作業なしでピニオンの円滑摺動を確保することができるようにすることを目的とする。
【解決手段】キャリアベース10とキャリアプレート12とを溶接により一体化する前の単品状態において、キャリアベース10におけるピニオン挿入軸の下孔24´及びキャリアプレート10におけるピニオン挿入軸の下孔30´におけるピニオン対向端面側にC面取り24A, 30Aを形成しておく。その後、キャリアベース10とキャリアプレート12とを溶接により一体化し組立体とする。そして、下孔24', 30'を下にピニオン挿入軸のための本孔を穿孔工具Tにより形成する。
(もっと読む)
プレス金型修正形状データの作成方法
【課題】最適な金型見込み形状を求めるようにする。
【解決手段】板材モデルを金型モデルにより成形する過程において、弾塑性有限要素法を用いてコンピュータ上で解析する過程で、金型モデルを作成し(ステップS100〜ステップS102)、当該金型モデルを用いて成形シミュレーションして(ステップS103)、板材モデルのスプリングバック形状を求め(ステップS104)、スプリングバック形状と製品モデル形状との形状差分の変形量を生じせしめる変形応力を成形シミュレーションにより求め(ステップS108)、この変形応力を用いて修正部品形状データを求め、この修正部品形状データに基づき金型モデルを修正する(ステップS113)。
(もっと読む)
プレス金型修正形状データの作成方法
【課題】正規部品形状の測定データに基づく最適な金型修正形状データを作成する。
【解決手段】初期の金型設計形状から金型加工形状を作成し、金型加工した金型で部品の成形を行い、成形シミュレーション用金型メッシュデータを作成し、金型メッシュデータを用いて成形シミュレーションを行った後、部品形状メッシュデータを作成し、正規部品形状の金型メッシュデータで部品形状メッシュデータをプレス成形するシミュレーションを行い、板材モデルの各メッシュ上の応力値を±反転し金型加工形状のシミュレーション用メッシュデータを使用し部品形状メッシュデータを成形シミュレーションして成形解析の結果の応力を除去して金型加工形状における部品形状メッシュデータを作成し、部品形状メッシュデータに板材モデルの対応する各メッシュ上の応力データをマッピングし、部品形状メッシュデータの残留応力を開放して金型修正形状データを求める。
(もっと読む)
ステアリングメンバの取り付け構造
【課題】ナットベースの溶接が確実に行えるようにしたステアリングメンバの取り付け構造を提供する。
【解決手段】車体1の両側に設けられたサイドパネル1aにアジャスト手段7を介してステアリングメンバ5の端部を取り付けたステアリングメンバの取り付け構造であって、アジャスト手段のナットベース8を筒状部8aと該筒状部の一端側に突設されたフランジ部8bとから形成し、かつ筒状部をステアリングメンバの端部に形成された取り付け孔5cに嵌合した状態で、フランジ部に突設された通電突起8fをステアリングメンバの端部に電気溶接する際、筒状部とフランジ部との連設部8dが取り付け孔の開口縁に接触しないように連設部にアンダカット部8eを形成したもので、溶接電流に分流が発生することがないため、各通電突起とメンバブラケットの間を均一かつ確実に溶接することができる。
(もっと読む)
プレス金型修正形状データの作成方法
【課題】金型修正形状を、格段に精度の高いものにするプレス金型修正形状データの作成方法を提供する。
【解決手段】成形部品メッシュデータ作成工程で、FEMシミュレーション用の成形部品メッシュデータを作成することで、当該成形部品メッシュデータにスプリングバック量相当の変形を与え、FEMシミュレーション工程で、成形部品メッシュデータと金型メッシュデータを使用してFEMシミュレーションを行い、成形部品メッシュデータのスプリングバック量相当の変形からスプリングバックの起動力となる残留応力を計算し、残留応力の応力分布を±反転させ、反転された残留応力を起動力として弾性回復させてこの弾性回復の量を演算し、この演算された弾性回復の量に基づいて金型形状データを求め、金型の修正形状をデータ化するものである。
(もっと読む)
形状凍結性に優れる多段プレス成形方法
【課題】金型形状の調整を行うことなく、かつ所定の部品形状のままで、精度良く正規形状を得ることを可能とする。
【解決手段】コの字型又はハット型断面で、高さ方向に湾曲した形状を有する金属製部材を成形する方法であって、第一成形工程で、製品の長手方向の線長をL[m]、中間品の長手方向線長をL’[m]とした時に、1<L’/L<1.1の条件となるようなエンボスをウェブ面に成形し、第二成形工程で前記エンボスがなくなるように押圧しつつ、製品形状へ成形することを特徴とする多段プレス成形方法。エンボスは、長手方向に断続した複数の凸形状の突起又は長手方向に連続した凸形状の突起とすることが好ましい。
(もっと読む)
油圧係合装置及び油圧係合装置用ピストン成形方法
【課題】 本発明は車両用の自動変速機における多板式クラッチやブレーキなどに使用され、遠心油圧の解放機構を備えた油圧係合装置に関し、大幅なコスト削減が可能となる新規な構造を提供することを目的とする。
【解決手段】クラッチ外筒16には一連のドライブプレート26が軸線方向に摺動自在に設けられ、クラッチ内筒18には一連のドリブンプレート28が軸線方向に摺動自在にドライブプレート26と交互配置で設けられる。ピストン22は油圧室23の油圧によって移動可能に設けられ、油圧導入時に、ピストン22は、ドライブプレート26及びドリブンプレート28をストッパリング30に押し付け、クラッチ内筒及び外筒16,18は一体化され、入出力軸12, 14は一体化される。弁体46と弁座48とよりなるチェック弁型の遠心油圧解放機構25が設けられる。ピストン22は弁座48も含めて一枚の金属板からのブレス成形品である。
(もっと読む)
バンパレインフォースの補強構造
【課題】本発明は車両ボディのバンパレインフォースの補強構造に関し、肉厚を可及的に薄くしつつかつ補強板などの付加的パーツを要することなく必要部位の吸収エネルギを高めることを目的とする。
【解決手段】バンパレインフォース14はアルミニューム若しくはアルミニューム合金の押出材を素材とする。バンパレインフォース14の両端部14-1において、バンパレインフォース14の上面にビード20を設ける。ビード20は、サイドメンバ10の延長上の部位に設けられる。各ビード20は、車両の前後方向において、サイドメンバの実質的全幅に亘って細長く延びている。ビード20の数は所望の補強特性が得られるように適宜設定される。
(もっと読む)
車両用衝撃吸収部材
【課題】本発明は、車両の衝突などによって発生する衝撃を吸収して自車両や衝突物等の損傷を緩和する衝撃吸収部材を提供する。
【解決手段】 衝突側前方壁1aと車体側後方壁1bと天板1cおよび底板1dとを備える略矩形断面中空構造を有し、前記車体側後方壁1bと車体側との連結部接続面11の近傍において前記天板1cおよび床板1dの一方または両方に補強プレート2、3が重ね合わされて固定されている。補強プレートの固定では、線溶接によって天板または底板の長手方向に略沿って車体側と衝突側にそれぞれ1本または並列した2本以上の溶接ビードが形成され、車体側の溶接強度が衝突側の溶接強度より大きいのが望ましい。車両物等との衝突による衝撃を受けた際に、車体側との連結部近傍が早期に圧壊するのを防止して、全体が圧壊するまで適切な衝撃吸収を得ることを可能にする。
(もっと読む)
71 - 80 / 83
[ Back to top ]