
児玉化学工業株式会社により出願された特許
1 - 8 / 8
情報記録媒体収納用ケース
Notice: Undefined index: from_cache in /mnt/www/gzt_applicant_list.php on line 189
照明カバーの取付け構造
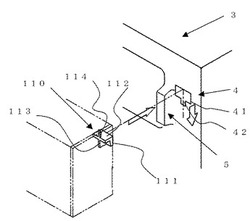
【課題】 本発明の目的は、照明カバーを取付ける際の位置合わせが容易で、正常に取付いたことが分かり、使用中に落下しない照明カバーの取付け構造を提供することにある。
【解決手段】
本発明は、上記課題を解決すべく、キャビネットと該キャビネットの上部に備えられる照明の照明カバーとの取付け構造であって、前記照明カバーは裏面の左右に、下方に開放した係止片を有し、前記キャビネットは前記係止片が係止される係止穴を有し、前記係止片が前記係止穴の下部に係合する際に、係止を行うに際しては力要し、係止後に力が不要となる係止片抜け防止手段を備えていることを特徴とする照明カバーの取付け構造を提供する。
(もっと読む)
押切り切断装置

【課題】 エアーシリンダのシリンダロッドに取付けられた切断刃で被切断材を押切り切断する際に、被切断材が押し切られる瞬間に切断刃が押し切り方向に衝撃的に進入するのを抑止して、切断刃ないし切断受け台の受け部分を保護することがで、被切断材が脆い材質からなる場合であも被切断材にクラック等の損傷を来たすことなく押切り切断することが可能な押切り切断装置を提供すること。
【解決手段】 エアーシリンダ2のシリンダロッド21に取付けられた切断刃1を被切断材Aに押し付けることにより押切り切断するように構成された押切り切断装置であって、切断刃1が被切断材Aに当接して所定時間後に、エアーシリンダ2のロッド側圧力室23及びヘッド側圧力室22のエアー圧力が切り替わるようにタイマーを設定し、ロッド側圧力室23にも適切なエアー圧力を加えながら切断刃1を押切り方向に移動させることにより被切断材を押切り切断するようにした。
(もっと読む)
光学フィルムの製造方法
【課題】 生産性に優れた溶融押出成形法により、製膜時の位相差を小さく抑えることができ、その結果、位相差補償フィルムの原反として用い場合に延伸しても位相差むらが小さく、全面に亘ってほぼ均一な光学特性を有する光学フィルムの製造方法を提供すること。
【解決手段】 ノルボルネン系樹脂を用いて溶融押出成形法により製膜される光学フィルムであって、ダイスから冷却ロールに至るエアーギャップ部における雰囲気温度及び溶融樹脂膜の温度を加熱・保温コントロールするようにした。
(もっと読む)
洗濯機パン包装体とそれを備えた洗濯機パン包装体の梱包方法
【課題】 地球環境に配慮し、ダンボール等の包装材を削減しつつも輸送中に特別の配慮をしなくても洗濯機パンの輸送中に傷や破損による事故を防ぐことができるとともに、倉庫に積み重ねた状態で保管した場合でも、洗濯機パン本体の変形が生じない洗濯機パン包装体を提供することを可能とする。
【解決手段】 本発明では、洗濯機等を載置する底面部と、前記底面部の周囲に立ちあがり、外側へと下降する形状のリム部とを有し、前記包装部材は、前記洗濯機パンにおける少なくとも対向する二辺の前記リム部の上面及び外側側面を覆い、且つ前記洗濯機パンの底面部上方側に覆われていない開放部を有するトレイと、前記洗濯機パン内部の前記トレイで覆われていない部分に装填され、前記トレイの上面部と略面一となるように前記洗濯機パンの底面部から前記トレイの上面部までの長さと略同一な高さを有するクッション材を備えたことを特徴とする洗濯機パン包装体とする。
(もっと読む)
共押出しシートの製造方法
【課題】シートの長手方向に沿って左右の配色が異なる多色1層シートや、或いは表面層が透明で中間層がシートの長手方向に沿って左右の配色が異なる多色多層シート等の共押出しシートの製造方法を提供する。
【解決手段】フィードブロック式Tダイを用いた共押出し法によりシートを製造する方法であって、同種で且つ色の異なる2種以上の熱可塑性樹脂41,42,43…を層構成変換用マニホールド2で合流させ、各熱可塑性樹脂41,42,43…を層構成変換用マニホールド2の樹脂吐出口2’から、押出し方向に対して左右並列に配置したり、その内のいずれかの熱可塑性樹脂を他の熱可塑性樹脂の下側に回り込ませたり、或いは下側に別の熱可塑性樹脂を配置したり、中間層となる熱可塑性樹脂の上下にそれぞれ別の熱可塑性樹脂を左右並列に配置してTダイ3に共押出することにより、シートの長手方向に沿って左右の配色が異なる多色多層シートSを製造する。
(もっと読む)
消臭シート及びその熱成形品
【課題】 樹脂基材に練り込まれる鉄(II)化合物が比較的少量であっても、期待通りの消臭効果を永続的に発揮し得る消臭シート及びその熱成形品を提供すること。
【解決手段】 少なくとも2層以上が積層された熱可塑性樹脂製多層シートであって、最外表層部を形成する熱可塑性樹脂中に鉄(II)化合物を混練してなることを特徴とする。この際、前記最外表層部を形成する熱可塑性樹脂100重量部に対して鉄(II)化合物を0.1〜10重量部の範囲、好ましくは0.5〜4重量部の範囲に配合せしめるか、若しくは前記最外表層部を形成する熱可塑性樹脂100重量部に対して充填剤を10〜100重量部と、鉄(II)化合物を0.1〜10重量部、好ましくは0.5〜4重量部の範囲に配合せしめる。
(もっと読む)
樹脂成形パネル及びその製造方法
【課題】 軽量でしかも吸音性能及び断熱性能に優れた樹脂成形パネル及びその製造方法を比較的安価に提供すること。
【解決手段】 天然繊維と熱可塑性樹脂繊維が互いに絡み合って形成されている基材マット1を加熱プレスすることにより成形される樹脂成形パネルPであって、基材マット1を線状に加熱プレスすることにより形成された圧縮線模様部D1と、該圧縮線模様部で囲まれ且つ当該圧縮線模様部よりも低い圧力で加熱プレスすることにより形成された緩圧縮模様部D2が連続的に形成されている。
(もっと読む)
1 - 8 / 8
[ Back to top ]