
住金機工株式会社により出願された特許
1 - 7 / 7
高圧容器のシール構造およびそれに用いるシール部材
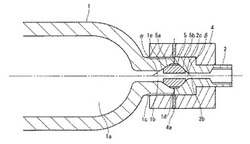
【課題】35MPa以上の圧力、さらには90MPa以上の圧力で高圧容器に流体を充填した場合でも、漏れが発生することなく、気密性を確保することができるシール構造およびそれに用いるシール部材を提供する。
【解決手段】高圧容器1とこれに隣接する付属品2との間にシール部材5を配置するシール構造であって、円筒状のシール部材5が外周に、第1テーパー面5aおよび第2テーパー面5bを有し、第1テーパー面5aは、第2テーパー面5bから遠ざかるにつれ径が小さくなるように形成され、第2テーパー面5bは、第1テーパー面5aから遠ざかるにつれ径が小さくなるように形成され、高圧容器の開口部1bに設けられたテーパー面1eに第1テーパー面を嵌め合い、付属品の開口部2bに設けられたテーパー面2cに第2テーパー面5bを嵌め合うことを特徴とする高圧容器のシール構造である。
(もっと読む)
ネック付きエルボの製造方法

【課題】全長に亘り偏肉をなくすとともに、曲げ部におけるしわ発生や局所扁平を抑制し、優れた寸法特性や品質特性を確保することができるネック付きエルボ製品を提供する。
【解決手段】対称ダイスを用いて縮径加工するネック部成形プロセスと、偏芯ダイスに切り換えて縮径加工し、前記素管を曲げアームで保持して所定の曲げ角度に至るまで曲げ加工する曲げ部成形プロセスとを組み合わせてネック付きエルボを製造する方法であって、前記曲げ部成形プロセスにおいて、縮径加工により前記素管の曲げ外周側の肉厚を曲げ内周側の肉厚に比べて増肉させると同時に、前記曲げアームに所定のオフセット量Osを設けて曲げ加工を施すことを特徴とするネック付きエルボの製造方法である。オフセット量Os(mm)と偏芯ダイスの仕上直径d(mm)との関係は、Os/d=0.09〜0.18とするのが望ましい。
(もっと読む)
冷間塑性加工用潤滑剤組成物およびそれを用いた鋼製管継手の製造方法
【課題】化成潤滑処理を施さず、素管表面に塗布する冷間塑性加工用潤滑剤組成物、およびこの潤滑剤を用い、優れた品質の鋼製管継手を効率的に製造する方法を提供する。
【解決手段】(1)平均粒径が1〜100μm、平均分子量が20,000以上のポリエチレン粉末を5〜50質量%、アルカリ金属を含まない水溶性ビニル系樹脂、または非イオン系の界面活性剤または/および保護コロイドにより乳化重合した水分散性ビニル系樹脂を1〜20質量%、非イオン系分散剤を0.1〜5質量%含有する冷間塑性加工用潤滑剤組成物。(2)前記潤滑剤組成物を内面に塗布し、乾燥した素管を、曲がり円錐状のマンドレルに環装し、プッシャーにより常温の前記素管を曲がり円錐状のマンドレルで拡管しつつ押し抜くことによりエルボを成形する。
(もっと読む)
管の冷間曲げ方法、冷間曲げ装置およびこれらで加工されたエルボ
【課題】ネック付きの有無に拘わらず、曲げ部の曲げ外周部の減肉が少なく、かつ曲げ内周側のしわ発生を抑制できるエルボを提供する。
【解決手段】ガイドチューブに挿入された素管を挿入側から逐次または連続的に押し抜きながら、縮径加工とともに曲げ加工を施して、目標の軸心曲率を有するエルボを成形する冷間曲げ方法であって、前記縮径加工に際し、前記素管の曲げ外周側の肉厚を曲げ内周側の肉厚に比べて増肉し、引き続いて曲げ加工を施すことを特徴とする管の冷間曲げ方法である。前記縮径加工を偏芯ダイス、ロール径の異なる異形ロール対、または半割りダイスとロールとを組み合わせて行い、前記素管の曲げ外周側の肉厚を曲げ内周側の肉厚に比べ増肉することができる。
(もっと読む)
ネック付きエルボ製品およびその製造方法
【課題】ネック部および曲げ部の全長に亘り、楕円および偏肉の発生を抑制し、ネック長さに拘わらず寸法特性に優れるネック付きエルボ製品を提供する。
【解決手段】ガイドチューブに挿入された素管を挿入側から逐次または連続的に押し抜きながら、対称ダイスを用いる縮径加工に引き続き、前記素管を曲げ手段で保持することにより曲げ加工を施して両ネック付きエルボを成形する方法であって、ネック部の縮径加工に際し、前記対称ダイスを用いて前記素管の肉厚を周方向に均等に増肉し、前記曲げ手段で保持することなく所定長さの直管部を押し抜き、引き続き、曲げ部の縮径加工に際し、前記対称ダイスを偏芯ダイスに切り換えて前記素管の曲げ外周側の肉厚を曲げ内周側の肉厚に比べて増肉すると同時に、前記素管を曲げ手段で保持して所定の曲げ角度に至るまで曲げ加工を施すネック付きエルボの製造方法である。
(もっと読む)
鋼管の冷間曲げ加工方法
【課題】最適なマンドレル形状と潤滑性能に優れた潤滑剤を適用することにより、成形能率および加工歩留まりに優れたエルボの冷間曲げ加工方法を提供する。
【解決手段】被加工材である短尺素管を加工用のマンドレルに連続して環装したのち、プッシャーにより常温の前記素管を前記マンドレルで拡管しつつ押し抜くことによってエルボを成形する鋼管の冷間加工方法であって、前記マンドレルは素管案内部、拡管部および製品案内部に区分され、拡管部での周長が製品案内部での周長より長いことを特徴とする鋼管の冷間曲げ加工方法である。さらに、マンドレルの拡管部の断面形状を楕円形状とし、または略三角形の楕円形状とし、引き続く製品案内部の出側端部における断面形状を円形状とする。
(もっと読む)
ステンシル塗装方法
【課題】アミノアルキド樹脂系塗料の塗装面に、良好な付着性を有し、耐久性にも優れるステンシルを塗装する方法を提供する。
【解決手段】アミノアルキド樹脂系塗料の焼付塗装面に、二液重合乾燥型塗料を用いてステンシルを塗装する。前記塗装後、40〜180℃で乾燥することとすれば、塗料中の樹脂の重合反応速度を速め、塗膜形成を促進することができる。二液重合乾燥型塗料としては、ポリウレタン樹脂塗料、けい素樹脂塗料(シリコーン樹脂塗料)またはふっ素樹脂塗料が好適である。
(もっと読む)
1 - 7 / 7
[ Back to top ]