
新日本工機株式会社により出願された特許
11 - 20 / 51
工作機械
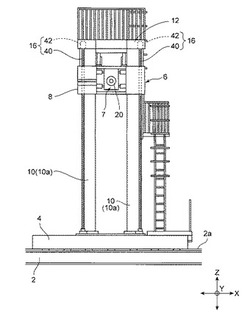
【課題】主軸装置等の自重による傾きやコラムの傾きに伴う加工誤差を抑制する。
【解決手段】工作機械は、主軸20を有するラム7及びこれを支持するサドル8を含む主軸ヘッド6と、主軸20の軸方向と直交する方向において前記主軸ヘッド6をその重心位置の両側の位置でそれぞれ上下方向に案内しながら支持する複数のコラム10と、主軸ヘッド6をコラム10に沿って移動させる昇降駆動機構16とを備える。
(もっと読む)
立旋盤

【課題】ワークを上下方向に延びる縦軸回りに回転させながら旋削する立旋盤において、加工時間の短縮及び部品点数の削減を図りつつ、ワークの上下方向における加工可能な範囲の減少を防ぐ。
【解決手段】立旋盤は、ラム14の下端で支持され、ワークの回転軸と平行に延びる中心軸の周りに所定間隔で配置される複数の工具101,102の刃先101c,102cが前記中心軸から見て外向きに突出するような姿勢で各工具101,102を保持する工具ホルダ18を備え、ラム14は、鉛直移動軸方向に延びる収容空間42aを内部に有するラム本体42と、鉛直移動軸方向に延びる姿勢で収容空間42aに挿入されるとともにその軸回りに回転可能となるようにラム本体42に外側から支持され、ラム本体42から下方に突出して工具ホルダ18を同軸となるように支持する支持軸部44と、支持軸部44をその軸回りに回転させる支持軸部駆動装置48とを有する。
(もっと読む)
NC工作機械
【課題】消費電力の削減を図りながら油圧アクチュエータをより応答性良く作動させる。
【解決手段】工作機械は、クロスレール6と、このクロスレール6を駆動してその動作を行わせるW軸サーボモータ24と、クロスレール6を支持しその動作に応じて動作するバランスシリンダ27と、ポンプ30及びこれを駆動する電気式のポンプモータ32を含む油圧回路28と、W軸サーボモータ24の動作を制御するためのNCプログラムを記憶する記憶手段と、NCプログラムの内容を読み取り、W軸サーボモータ24によるクロスレール6の駆動状態に応じてバランスシリンダ27に供給すべき作動油の必要供給量を演算し、当該供給量に対応したポンプ回転数を決定する回転数演算手段と、インバータ等を含むポンプモータ回転数制御手段とを有する。ポンプモータ回転数制御手段は、回転数演算手段により決定された回転数に基づきポンプモータ32の回転数を変化させる。
(もっと読む)
検査画像の生成方法、それを用いた画像検査方法、並びに外観検査装置
【課題】検査対象品が可撓性の高い軟包材容器であったとしても、検査対象品の画像検査を精緻に実行すること。
【解決手段】基準画像を二次元マトリックスに分割した分割セルを設定する。前記分割セルのうち、検査対象となる模様の特徴を表す座標を基準点として含むものを補正適用セルとして設定する。撮像して得られた撮像画像と基準画像とをパターンマッチングで照合し、補正適用セルに対応する当該撮像画像のずれ量を検出する。検出されたずれ量に基づいて、撮像画像における補正適用セル以外の全分割セルのずれ量を線形補間で演算する。線形補間の演算結果に基づいて、検査画像を生成する。生成された検査画像と基準画像とを照合して、製品の良否を判定する。
(もっと読む)
ワーク旋削装置
【課題】ワークの内周面旋削用の工具と外周面旋削用の工具を工具ホルダの共通の工具装着部に装着可能としつつ、ワークの内周面の旋削と外周面の旋削をワークの周方向における共通の位置でそれぞれ対応した工具で行えるようにするとともに、内周面旋削用の工具と外周面旋削用の工具との相互間の自動交換を実施できるようにする。
【解決手段】ワーク旋削装置では、立旋盤2が、外向旋回位置と内向旋回位置との間で工具ホルダ18を旋回させるホルダ旋回装置24と、工具ホルダ18が外向旋回位置と内向旋回位置に配置された時に工具ホルダ18をラム14に対して位置固定するためのホルダ固定装置26とを含み、工具ホルダ18は、工具を掴んで保持する状態と工具を放す状態とに切り換え可能な水平工具装着部34を有し、工具交換装置3は、水平移動軸方向において工具の刃先が当該工具交換装置3側へ向かう姿勢で工具を水平工具装着部34に受け渡す。
(もっと読む)
補正マトリクス導出装置、誤差補正装置及び工作機械
【課題】ワークの加工位置の誤差を補正するとともに、ワーク上の複数の位置においてそれぞれ異なる大きさの誤差が生じている場合でもそれらの各誤差を全体的に小さくする補正を行えるようにする。
【解決手段】補正マトリクス導出装置20では、演算部26は、仮補正マトリクスにより第1補正変換した後の座標に基づいて選出した第1最大離間基準点の重み係数Gを所定の増加分g1だけ増加した値に再設定する第1重み係数再設定と、その後、各基準点100aの基準座標を補正変換するための補正マトリクスであって、各基準点100aの基準座標を当該補正マトリクスによって補正変換した後の座標と対応する計測座標との間の距離の二乗の値にその各基準点100aの重み係数Gを掛けた値を全ての基準点100aの分足し合わせた値が極小となるような補正マトリクスを最小二乗法によって算出する第2補正マトリクス算出演算とを行う。
(もっと読む)
旋削工具支持装置及びタービンロータ加工用旋盤
【課題】ステー自身のびびり振動に起因するタービンロータの加工精度の低下を抑制しつつ、ステーと刃物台との共振又はステーと刃物台との合成振動に起因するタービンロータの加工精度の低下を抑制する。
【解決手段】旋削工具支持装置6は、ステー22をそのステー22の厚み方向がロータ軸100aの軸方向に略平行となり、そのステー22の先端部がタービンロータ100の側方からロータ軸100a側に突出するような姿勢で支持するとともに、ステー22の長手方向においてロータ軸100aに対するステー22の相対位置を変更することが可能なようにステー22を支持する刃物台26と、タービンロータ100の加工時にステー22の先端部に生じる厚み方向への振動を低減するステー動吸振器24と、刃物台26に設けられ、タービンロータ100の加工時に刃物台26に生じるステー22の厚み方向への振動を低減する刃物台動吸振器28とを備える。
(もっと読む)
数値制御装置
【課題】工作機械においてワークの加工時における移動対象物の通常の移送とは別にその移動対象物の速度変化を伴う動作を実施する場合に、移動対象物が加工指令プログラムによって指示される加工パスからずれるのを防ぎつつ、その速度変化を伴う動作が指示されてからその動作が実行されるまでの応答性を向上する。
【解決手段】数値制御装置2では、演算部12は、特別指令入力装置122に特別指令が入力されたことに応じて、設定単位時間の長さをその特別指令の入力直前の状態における長さからその特別指令が指示する移動対象物の速度変化に応じた長さに変化させ、その変化させた後の設定単位時間当たりの各支持体102b,106a,108a,110aの対応する移動軸方向への移動量を加工パスから算出する。
(もっと読む)
円筒缶の製造装置
【課題】被溶接部材の溶接される2つの端縁に生じる前後差を低減することが可能な円筒缶の製造装置を提供する。
【解決手段】円筒缶の製造装置は、搬送装置2によって送られる被溶接部材Wの2つの端縁e1,e2を溶接位置Pへ案内するためのガイド機構4を備え、ガイド機構4は、端縁e1,e2が被溶接部材Wの径方向において互いに離間した状態から溶接位置P側へ向かうにつれて漸次接近するように当該端縁e1,e2を案内する第1ガイド部32と、端縁e1,e2を第1ガイド部32によって接近させられた後の離間距離で互いに平行な状態に保ちながら溶接位置P側へ案内する第2ガイド部34と、被溶接部材Wの径方向において端縁e1,e2を部分的に弾性変形するように互いに寄せ合わせてそれら端縁e1,e2の端面同士が突き合わされるように当該端縁e1,e2を溶接位置Pへ案内する第3ガイド部36とを有する。
(もっと読む)
テーパー形状紙容器の成形機
【課題】テーパー形状の容器シェルを成形する際にマンドレルに巻き付けたブランクの端部のズレを防止する。
【解決手段】複数のマンドレル12がターレット10の外周部に等間隔に取り付けられ、そのマンドレル12の旋回方向での前方側にブランク5を供給するとともにマンドレル12の外周面に巻き付けてテーパー形状をなす中空の容器シェルを成形する成形機において、ターレット10は、ブランク5を巻き付けるべき給紙位置21にマンドレル12を一時的に停止させるように構成され、その給紙位置21でかつマンドレル12に対するターレット10の回転方向での前方側にブランク5を供給するフィーダー22が設けられ、そのフィーダー22は給紙位置21にブランク5をマンドレル12の外周面の母線と平行になる方向から給紙するように構成され、かつその給紙方向を変えずにブランクを位置決めするように構成されている。
(もっと読む)
11 - 20 / 51
[ Back to top ]