
倉敷化工株式会社により出願された特許
31 - 40 / 282
液体封入式防振装置
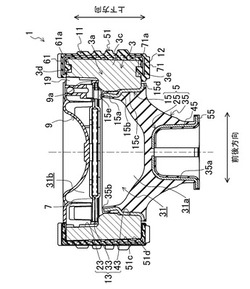
【課題】ブラケットを備える液体封入式防振装置において、別体のストッパゴムとブラケットとが、離間と当接を繰り返したり、擦れたりすることで発生する異音を抑える。
【解決手段】主バネ部5と、略筒状のケーシング部3aを有するエンジンブラケット3とを備えた液体封入式防振装置1である。ケーシング部3aに側方から取り付けられる一対のストッパゴム11を備えている。ストッパゴム11は、ケーシング部3aの外側の側面に保持されるストッパ本体部51と、上側及び下側ストッパ取付部61,71とを有していて、ケーシング部3aを上下に挟むように取り付けられている。ストッパ取付部61,71には、ケーシング部3aの上下両端面に形成された凹溝部3d,3eに嵌合する上側及び下側凸条部61a,71aが形成されている。ストッパ本体部51の内側面には、内側溝部51dを形成するように内側突条部51cが形成されている。
(もっと読む)
アクティブ除振装置

【課題】アクティブ・マスダンパの固有振動数を除振対象物の固有振動数よりも高くした場合に、除振対象物及びアクティブ・マスダンパの両方の固有振動数において振動伝達率を長期に亘って低減させることが可能なアクティブ除振装置を提供する。
【解決手段】基本制御部4aにおいて、除振対象物の振動状態に応じて、アクティブ・マスダンパ(制振ユニット3)の可動質量33の駆動反力が除振対象物(機器D及び定盤1)の振動を減殺する制御力となるように、アクチュエータ(リニアモータ32)を制御するとともに、補正部4bによって、除振対象物の固有振動数と制振ユニット3の固有振動数との間に相当する周波数で、アクチュエータへの制御信号の位相を180°進ませる。
(もっと読む)
除振装置
【課題】定盤5を基礎(基礎部材3)に対してコイルばね4により支持してなる除振装置(除振台A)において、上下間隔が狭いスペースにコイルばね4を配設しつつ、機器1の重量による荷重が大きくなっても、機器1を含めたばね系の水平方向の固有振動数を出来る限り小さくする。
【解決手段】コイルばね4のコイル径を、ばね中心軸方向の一側から他側に向かって大きくするとともに、該コイルばね4の圧縮により、前記他側の端に位置する第1巻目の内側に、該第1巻目に続く少なくとも1巻分が入り込むことが可能な大きさに設定する。
(もっと読む)
コネクタ及びチューブとコネクタとの溶接構造
【課題】簡単な構造で、コネクタのチューブ挿入溝部の内周面とチューブの内周面との間の摩擦によりバリがチューブ内に発生することを抑制する。
【解決手段】コネクタ2に、樹脂製の燃料チューブが挿入されてスピン溶接される円環状のチューブ挿入溝部20cが形成されたチューブ挿入部20を設ける。このチューブ挿入溝部20cの外周径は開口側から奥側に行くに従って次第に小さくなる一方、内周径は略一定である。
(もっと読む)
防振装置
【課題】内筒体と外筒体と該両筒体の間に配設されるゴム弾性体とを備えたエンジンマウントにおいて、ゴム弾性体に繰り返し荷重が作用することに起因した亀裂等の不具合を防止する。
【解決手段】内筒体2の外周を囲む中心コーン部4bの筒軸方向の一側端部に、該内筒体2に対して該一側に突出する予圧縮部4cを設けるとともに、中心コーン部4bの外周面と外周リング部4aの内周面との間に全周に亘って凹部空間5を設けて、上記予圧縮部4cに対する上記凹部空間5の体積比率を少なくとも1.21以上に設定するようにした。
(もっと読む)
成形用金型
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、中間筒体の内周面及び外周面に作用するゴム材料の圧力差に起因して中間筒体が変形するのを防止する。
【解決手段】ゴム注入流路34を、導入流路部35と、該導入流路部35からそれぞれ分岐して内側キャビティ16及び外側キャビティ17へとゴム材料を導く内側注入流路部36及び外側注入流路部37とで構成して、各注入流路部36,37からの各キャビティ16,17へのゴム材料の充填速度の比率が上記変形を生じない比率範囲内に収まるように、該各注入流路部36,37の流路断面積をそれぞれ設定する。
(もっと読む)
可撓継手
【課題】軽量且つ製造が容易なフランジ構造を有する可撓継手を提供する。
【解決手段】筒状の本体部21と、本体部21の軸方向端部から径方向外方に延出する環状のシール部22とを有する可撓性筒部20と、シール部22の内部に埋設される環状のソリッドリング30と、可撓性筒部20の軸方向両端側に設けられる接続用フランジ50とを備えた可撓継手10において、接続用フランジ50は、本体部21の軸方向端部の外周に固定される筒状の内周板部51と、シール部22の裏面に固定される環状の受け板部52と、を少なくとも形成するように、板金が折り返されて構成される。
(もっと読む)
成形用金型及び該成形用金型を備えた成形装置
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、各キャビティ内に発生する加硫ガス等に起因した剥離や膨れといったゴム材料の成形不良を防止する。
【解決手段】外側キャビティ17に連通するエア排出流路を備えるとともに、ゴム注入流路を、内側及び外側キャビティ16,17にそれぞれゴム材料を導く内側及び外側注入流路部36,37に分岐させて、各注入流路部36,37の流路断面積を、外側キャビティ17へのゴム材料の充填速度が、内側キャビティ16へのゴム材料の充填速度以下になるように設定した。
(もっと読む)
スピン溶接装置
【課題】スピン溶接装置において、チューブとコネクタとの質の良いスピン溶接を提供する。
【解決手段】燃料チューブ1を保持するチューブ保持部材30と、チューブ保持部材30に対向配置されコネクタ2を保持するコネクタ保持部材33と、チューブ保持部材30をチューブ及びコネクタ保持部材30,33の対向方向に移動させる移動機構34と、コネクタ保持部材33をこれにより保持されたコネクタ2のチューブ挿入溝部20aの中心軸x周りに回転させる回転機構35とを設ける。チューブ保持部材30により燃料チューブ1を保持するとともに、コネクタ保持部材33によりコネクタ2を保持した後、移動機構34によりチューブ保持部材30をコネクタ保持部材33側に移動させることで燃料チューブ1をチューブ挿入溝部20aに押し付けながら、回転機構35によりコネクタ保持部材33を回転させることにより、燃料チューブ1とコネクタ2とをスピン溶接する。
(もっと読む)
防振ゴムの製造方法
【課題】防振ゴムの製造方法において、外筒体の筒軸方向両端面へのゴムの侵入を抑え、且つ、ゴム弾性体の耐久性を向上させる。
【解決手段】第1パイプ部材23及び第1外筒体13と、これらの間に成形された第1ゴム弾性体33とを備えたトルクロッド1の製造方法である。第1ゴム弾性体33を加硫成形する際、下型71及び上型81に形成された、第1外筒体13の筒軸方向の端面13cと非平行な押圧部81aを、当該第1外筒体13の開口部の内周エッジに押し当てて、当該内周エッジを面取りすることにより、当該第1外筒体13の筒軸方向の端面13cへのゴムの侵入を抑え、且つ、第1外筒体13の筒軸方向の端面13cと第1ゴム弾性体33の外周縁における筒軸方向端53bとの間に段差を設ける。
(もっと読む)
31 - 40 / 282
[ Back to top ]