
太陽誘電株式会社により出願された特許
961 - 964 / 964
グリーンシート印刷積層方法とその装置
【目的】 薄いグリーンシートをキャリアテープごと取り扱う場合に、これをフレームに貼りつけたりせず、正確な位置合わせのもとに、グリーンフィルム上に印刷し、積層することで、製造工程の合理化を図る。
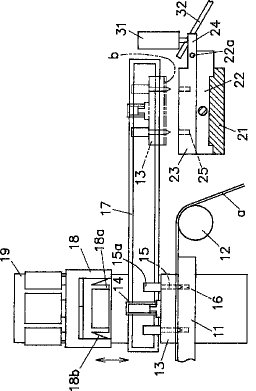
【構成】 キャリアフィルムごと裁断したセラミックグリーンシートに位置決め用の孔を開設し、この位置決め孔に該搬送ヘッド13の位置決めピン15を差込み、位置決めした状態でキャリアフィルム付グリーンシートbを搬送ヘッド13で保持し、印刷台23上や積層台上に搬送する。印刷台23には前記搬送ヘッド13の位置決めピン15を差し込む位置決め孔25が設けられており、これを基準としてキャリアフィルム付グリーンシートbを正確な位置に載せて印刷することができる。積層台においても同様である。
(もっと読む)
面実装型インダクタ

【目的】 面実装時の加熱により外部接続用端子と巻線端末との接続が不良になることがなく、面実装時に外部接続部を修正することなく配線基板の電極に確実に電気接続することができ、また、工程が大掛りになることがなく、自動挿入機による装着に適した面実装型インダクタを得る。
【構成】 環状フェライト磁心1に巻装した巻線31,32の巻線端末13,13を、外部接続用端子61,62の巻線端末接続部8の一対の接続片10,10間に圧入し、固定する。該一対の接続片10,10は、外部接続部7の孔12に圧入固定し、樹脂基板4の磁心搭載面から突出している。
(もっと読む)
板状部品積層接着装置
【目的】 板状のパーツをその厚さ方向に一定の数だけ積層して接着する作業を自動化し、生産性を高める。
【構成】 パーツフィーダー10と供給機構2とが共に駆動し、パーツフィーダー10から一定の姿勢で供給機構2へ順次送られたパーツaがスクリューシャフト21の溝に沿って搬送され、スライダー71の凹部72に並べられる。このスリダー71が右方向にスライドし、並べられたパーツaが搬送ドラム41のピン45、46の間に挟持される。続いて、搬送ドラム41の間欠回転に伴い、ピン45、46の間に挟持されたパーツaが順次送られ、その間に整列され、接着され、排出される。搬送ドラム41が30°ずつ回転する度に、これら各ステーションでの動作が同時に進行し、所定の数の積層されたパーツaが順次接着される。
(もっと読む)
板状部品積層接着装置
961 - 964 / 964
[ Back to top ]