
大日製罐株式会社により出願された特許
1 - 10 / 13
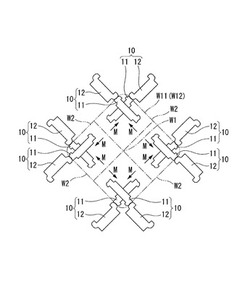
角形状缶の製造方法及び缶成形装置
【課題】胴部にビードが形成された角形状缶を、搬送ライン内にて搬送しながら効率的に製造することが可能な角形状缶の製造方法及び缶成形装置を提供すること。
【解決手段】略四角形状に形成された側壁部W2の開口に端板を接合してなる角形状缶の筒体の胴部にビードを成形する缶成形装置であって、搬送ラインと、前記搬送ラインで搬送される筒体W11の前記側壁部W2内側に配置される内ビードローラ11と、前記筒体W11の前記側壁部W2外側に配置されるとともに前記側壁部W2を挟んで前記内ビードローラ11と対向可能に配置される外ビードローラ12とを備え、前記内ビードローラ11と前記外ビードローラ12は、回転ながら協働して前記側壁部W2を押圧して、前記側壁部W2にビードを成形することを特徴とする。
(もっと読む)
滑り止めテープ及びパレット形成部材
【課題】載荷面に載置された載荷物が載荷面において滑ることを抑えつつ載荷面からの剥離を抑えることの可能な滑り止めテープ、及び該滑り止めテープを備える合成樹脂製パレットを提供すること。
【解決手段】ポリプロピレン樹脂からなるパレット形成部材の載荷面に熱溶着により貼り付けられてブレンドポリマーからなる滑り止めテープであって、ブレンドポリマーは、ポリプロピレンからなる熱可塑性エラストマーを30〜50質量%含み、メタロセン触媒系ポリエチレンを25〜45質量%含み、メタロセン触媒系ポリプロピレンを含むとともに、重量平均分子量が15万以上である。
(もっと読む)
温室用樹脂線
【課題】結節作業性(巻き付け性)、強度(引張り強度、巻き付け時の引き出し強度)が優れた温室用樹脂線を提供する。
【解決手段】熱可塑性ポリエステルと有機系紫外線吸収剤を含有する樹脂組成物のモノフィラメントからなる温室用樹脂線であって、前記モノフィラメントが、下記の要件(a)〜(d)を満たすものである温室用樹脂線。
(a)延伸後の引張強度が350〜600MPa
(b)伸び率が5〜25%
(c)真円度が80%以上
(d)明度値(Y値)が12.5以上
(もっと読む)
金属缶体溶接継目部内面の補修方法

【課題】テープ補修部の耐久性及び経時での耐食性を改善する金属缶体バタフライ溶接継目部内面の補修方法を提供する。
【解決手段】金属缶体用溶接缶胴の溶接継目部内面及びその周縁の防食前処理金属面に補修テープ6を熱融着する工程よりなる連続的金属缶体溶接継目部内面の補修方法であって、該溶接缶胴がオーバーラップシームによるバタフライ溶接で接合されており、該溶接缶胴の溶接継目部内面及びその周縁に鋼板の厚み分の折り曲げ加工を施して、バタフライ溶接接合により該溶接継目部内面及びその周縁に形成される段差をなくし、補修テープの未融着部6aの未融着幅を折り曲げ加工前の30〜60%の範囲に低減させることを特徴とする金属缶体溶接継目部内面の補修方法。
(もっと読む)
被覆テープ分断方法及び被覆テープ分断装置
【課題】缶体の内面に被覆され、移送される缶体の間に延出する樹脂製の被覆テープを高速かつ正確に分断することができる被覆テープ分断方法及び被覆テープ分断装置を提供すること。
【解決手段】両端が開口した缶体1A、1Bの内面に熱融着されるとともに缶体1A、1B間に延出する樹脂製の余剰の被覆テープ3Bを、前記缶体1A、1Bを移送しながら分断する被覆テープ分断装置10であって、前記缶体を間隔をあけて移送する移送手段11と、前記缶体1A、1Bの端部を検出する缶端検出手段と、前記缶体1A、1Bの移送速度を合成したレーザビームを前記端部に沿って照射可能とされたレーザ照射装置と、を備え、前記レーザビームを、前記余剰の被覆テープ3Bの前記後端部E1及び前記前端部から露出する部分に照射するように構成されていることを特徴とする。
(もっと読む)
樹脂皮膜の除去方法および除去装置
【課題】表面に樹脂皮膜をそなえる鋼板からなる金属缶の天板部に手環取り付け用座金を溶接するに先立ち、簡便かつ安価に溶接予定領域の樹脂皮膜を完全に天板から除去する。
【解決手段】溶接予定領域の長さをLとするとき、この領域の一端を起点として他端に向かって、先端を該樹脂皮膜の表面から押し込み鋼板地肌表面に当接させた樹脂皮膜除去刃具をL1(<L)の距離だけ移動させ、ついで、他端を起点として一端に向かって該樹脂皮膜除去刃具を上記と同様状態でL2(>L−L1)の距離を移動させると共に、該樹脂皮膜除去刃具の移動により除去された樹脂皮膜屑を吸引回収する。
(もっと読む)
ポリ乳酸延伸材料の製造方法
【課題】ポリ乳酸を主成分とする成形材を延伸する際、成形材がロールに付着することがなく、良好な延伸製品を安定して製造できるようにすることにある。
【解決手段】ポリ乳酸を主成分とする成形材Bを延伸装置本体11に導入して延伸する。延伸装置本体11は、加熱炉12内に第1ロール13と第2ロール14を互いに平行にかつ離間して配置したもので、第2ロール14の周速を第1ロール13の周速よりも大きくし、これらロール13、14に成形材BをS字掛けまたはZ字掛けに架け渡して引き取り、一軸延伸を行う。
(もっと読む)
容器蓋およびその製造方法
【課題】 閉蓋時および開蓋時に、シーリング材のカスが発生しないようにする。
【解決手段】 嵌合凹部1c に配設されたシーリング材3には、蓋1の径方向外方側となるかしめ部1dの内側に、 缶胴カール部と略同形状の凹部3aが 全周に亘って形成されている。このため、 蓋1 の嵌合凹部1c を缶本体の上端縁に設けた缶胴カール部に嵌合させたとき 、シーリング材3に形成された凹部3aに 缶胴カール部が嵌合し、 缶胴カール部がシーリング材3を極度に圧縮することがない。従って、 蓋1 のかしめ部1d を缶本体 側に絞り込んでかしめる際に、シーリング材3が かしめ部1dと 缶胴カール部の間に巻き込まれてシーリング材3が破断することがない。加えて、シーリング材3の径方向内方側は、 全周に亘って凸部3bが形成されているので、シーリング材3と 缶胴カール部との密着領域が拡大し、従来に比べて気密にシールすることができる。
(もっと読む)
シーリング材を備えた密閉容器
【課題】閉蓋時の気密性を確保すると共に経時的な気密性の低下を抑える。
【解決手段】インキ缶は蓋3と缶胴4及び底部とを備えている。蓋3のリング状嵌合凹部8に発泡性のシリコーン系のシーリング材9を設けて、缶胴4との嵌合時に気密にシールする。シーリング材9は硬度がHS(ショア硬度)15〜19に設定すると共に圧縮永久歪み率を40〜70%に設定する。シーリング材9は、厚さを2.0mm〜3.5mmに設定する。嵌合後に蓋3の嵌合凹部8の外周側部のかしめ部8aを缶胴4側にかしめることで閉蓋を完了する。
(もっと読む)
3ピース缶の密閉方法
【課題】 缶胴接合部の段差部分から不活性ガスが漏洩しないようにして3ピース缶の気密性を向上させる。
【解決手段】 本発明に係る3ピース缶の密閉方法は、蓋4の 嵌合凹部で缶胴接合部7を押圧した状態で、蓋4のかしめ部を缶胴1にかしめて密閉することを特徴とし、3ピース缶内に不活性ガスを封入する際、缶胴接合部7と対向する位置にある缶胴1の上端部を支点8として蓋4の開閉を行うようにする。これにより、蓋4の 嵌合凹部に配設されたシーリング材が缶胴接合部7に密着し、缶胴接合部7の段差部分から不活性ガスが漏洩せず、3ピース缶の気密性が向上する。
(もっと読む)
1 - 10 / 13
[ Back to top ]