
東洋機械金属株式会社により出願された特許
101 - 110 / 299
プリプラ式射出成形機
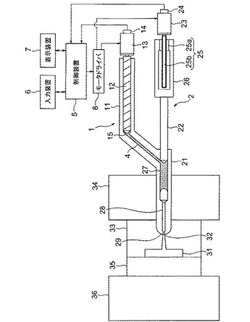
【課題】構成が簡単で安価に実施でき、かつ成形材料の滞留を抑制できて高品質の成形品を高能率に成形可能なプリプラ式射出成形機を提供する。
【解決手段】成形材料の可塑化及び混練を行う可塑化部1と、可塑化部1で可塑化及び混練された成形材料を金型キャビティ31内に射出する射出部2と、可塑化部1の可塑化室15と射出部3の射出室27とを連通する成形材料通路4と、可塑化部1及び射出部2の駆動を制御する制御部5とを備えてプリプラ式射出成形機を構成する。制御部5は、金型キャビティ31内への可塑化材料の射出が完了した後、射出プランジャ22を成形材料通路4が開放される位置まで後退して、可塑化室15から射出室27内への成形材料の供給を行い、射出室27内に成形材料が満たされた後、射出プランジャ22を所定の前進位置まで前進して、成形材料の計量と射出とを行う
(もっと読む)
成形機

【課題】金型の加熱冷却タイミングを最適化でき、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】制御装置9は、金型温度検出センサ4の出力信号s1,s2,s3及びスクリュー位置検出センサ5の出力信号s4を取り込み、出力信号s1,s2,s3が所定の設定値に達したと判定し、かつ出力信号s4が所定の設定値に達したと判定したとき、バルブコントロールユニット8に加熱停止指令信号s9を出力して、加熱媒体供給装置6から金型1への加熱媒体の供給を停止する。
(もっと読む)
インラインスクリュー式射出成形機およびその制御方法
【課題】射出機構および計量機構間での干渉を抑制することにより射出機構および計量機構の構成を簡易化することのできるインラインスクリュー式射出成形機を提供する。
【解決手段】インラインスクリュー式射出成形機において、スクリューの後端側に配置され計量モータ9と、スクリューの後端側と一体に回転するナット体とナット体に嵌合するねじ軸の回転運動をナット体を介してスクリューの直線運動に変換するねじ機構と、ねじ機構のねじ軸を回転駆動する射出モータ16と、予め設定した位置指令パターンにスクリュー位置が追随するように駆動する射出モータ駆動回路と、予め設定した速度設定パターンにその回転が追随するように駆動する計量モータ駆動回路と、計量モータ駆動回路の速度設定パターン信号を射出モータ駆動回路の速度指令信号に加減算することにより、計量モータの回転に伴って発生するスクリューの軸方向位置ずれを補償する加減算回路を備えた。
(もっと読む)
射出成形機
【課題】タイミングベルトが破断する前にその状態を未然に検出する。
【解決手段】射出成形機に型開閉を行う型開閉用サーボモータ12の回転数を型開閉のエンコーダパルス数xとして検出するモータ用エンコーダ13、型開きストロークSを型開きストロークパルス数yとして検出するロータリエンコーダ18、タイミングベルト10の異常を検出する異常検出手段20を備える。型開閉のエンコーダパルス数xと型開きストロークパルス数yとを比較し正比例関係にあるとき、異常検出手段20はタイミングベルト10の状態を正常であると判別する一方で、型開閉のエンコーダパルス数xと型開きストロークパルス数yとの比例関係から算出される定数aが所定の許容範囲値から外れた際には、タイミングベルト10に異常があったとして判別されるので、タイミングベルト10が切断される前にその状態を把握することができる。
(もっと読む)
成形機
【課題】小型にして起動、停止、加速及び減速制御に対する応答性が高い駆動系を有し、製品をより高能率に成形可能な成形機を提供する。
【解決手段】電動モータ6の回転力を型締装置に備えられたボールネジ機構8のナット体12に直接伝達するダイレクト駆動方式の成形機において、前記電動モータ6として、円筒形のモータ固定子32内に円筒形のモータ回転子34を配置してなるビルトインモータを用いる。モータ回転子34の内径は、ナット体12に螺合されたネジ軸13を貫通可能な大きさに形成されており、モータ回転子34は、ネジ軸13と同心に配置される。ナット体12とモータ回転子34とは、端面どうしが突き合わされて、ボルト締結されており、ネジ軸13の軸線方向に配置される。
(もっと読む)
射出成形機の制御方法
【課題】トグルリンク機構を用いる電動式の射出成形機において、射出圧縮による成形を行う際に、圧縮の動作時間を短くして、圧縮による転写性を向上させるようにすること。
【解決手段】トグルリンク機構が伸びきった状態で所定の最大締め力が発生するように増締め調整を行っておいて、型締めのためのクロスヘッドの前進を、トグルリンク機構が伸びきる手前で完了させる。
(もっと読む)
射出成形機におけるスクリュ回転制御方法及びスクリュ回転制御装置
【課題】加熱筒内のスクリュによる樹脂の異常供給状態を適切に検出して、加熱筒およびスクリュの損傷を確実に防止する。
【解決手段】成形運転またはパージ運転を行う際、スクリュ7の背圧およびスクリュの回転数を設定する。成形動作開始直後においては、加熱筒6の先端部側に供給された溶融樹脂の圧力は低く、スクリュ7の後退速度も遅いから、スクリュ7は低回転モードで回転する。スクリュ7の回転により加熱筒6の先端部側に供給された溶融樹脂の圧力が高くなり、これに伴いスクリュ7は後退移動する。この加熱筒6の先端部側に供給された溶融樹脂の圧力と後退速度を監視し、加熱筒6の先端部側に供給された溶融樹脂の圧力と後退速度の何れかが設定した所定値に達すると、制御手段20によってスクリュ7をそれまでの低回転モードから通常回転モードに切り換える。これにより、加熱筒6の内壁とスクリュ7との金属接触による損傷を防止することができる。
(もっと読む)
成形機
【課題】型開閉用サーボモータの出力トルクを監視して動作異常を判定することを、金型メカニズムの構造毎に応じた可動ダイプレートの全移動領域中の所望の部分領域(すなわち、必要とする的を絞った領域)において的確に行えるようにすること。
【解決手段】型開閉用サーボモータの駆動力によって、可動側金型を搭載した可動ダイプレートが、固定側金型を搭載した固定ダイプレートに対して前進または後退することにより、型閉じ・型締め動作または型開き動作を行う成形機において、可動ダイプレートが型開きで移動する全移動領域中の所定の部分領域における型開閉用サーボモータの出力トルクが、上記の部分領域に応じて設定された判定用トルクを超えたか否かを監視する。
(もっと読む)
ガス発泡射出成形機
【課題】ガス発泡射出成形機に用いるスクリュの全長を短くすること。
【解決手段】加熱シリンダ内に回転並びに前後進可能に配設されたスクリュを有し、該スクリュは、原料樹脂を混練・可塑化して溶融樹脂とする第1ステージと、該第1ステージから送り込まれた溶融樹脂にガスを混合する第2ステージとを有し、該第2ステージに対してガスを注入するガス注入装置が設けられて、ガスが混合された溶融樹脂を金型内に射出・充填することにより、発泡成形品を得るようにしたガス発泡射出成形機において、第1ステージにおけるネジのピッチPとスクリュの直径Dとの比であるP/Dを0.7〜0.8に設定し、第2ステージにおけるネジのピッチPとスクリュの直径Dとの比であるP/Dを1.0〜1.2に設定した、構成をとる。
(もっと読む)
射出成形機
【課題】射出成形機の納入後の初期運転においても計量動作を円滑に行うことを可能とし、また、所定期間の初期運転以降の成形運転においては、スクリュを高速回転させても円滑な計量動作を保証することができるようにすること。
【解決手段】加熱シリンダ内に回転並びに前後進可能に配設されたスクリュを有するインラインスクリュ式の射出成形機において、射出成形機の納入先で始めて成形運転が行われる際には、成形運転の開始から所定の期間が経過するまでの間は、計量工程におけるスクリュ回転速度を低く規制して成形運転を実行させる、スクリュ回転速度規制運転モードによって成形運転を実行させる。
(もっと読む)
101 - 110 / 299
[ Back to top ]