
東洋機械金属株式会社により出願された特許
11 - 20 / 299
射出成形機
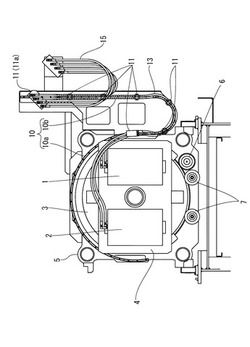
【課題】ターンテーブルの高速回転により遠心力が生じても所定の軌道に沿って線状移動体を移動させることができる射出成形機を提供する。
【解決手段】複数の移動ブロック11をガイドレール10に断続的に離間して配設し、これら複数の移動ブロック11に、可動金型1の中子を動作させるときに用いられ線状移動体たる油圧配管13を装着し、ターンテーブル3を回転させたときに、ターンテーブル3の外周に沿うようにして、油圧配管13が移動されるようにする。これにより、ターンテーブル3の回転と共に油圧配管13が移動される際、油圧配管13はガイドレール10に沿った所定の軌道上で移動されるから、ターンテーブル3の回転により遠心力が発生したとしても、当該遠心力により軌道が乱されることなく油圧配管13を所定方向に安定して移動させることができる。
(もっと読む)
縦型射出成形機

【課題】、射出ノズルや加熱筒を着脱するときの着脱作業を容易に行なえるようにする。
【解決手段】金型が装着される型開閉ユニットの保持プレート7に、ユニットベース2を介して射出ユニット1を保持した縦型射出成形機において、ユニットベース2に、縦型射出成形機の前後左右の4方向に位置して開口部35を設け、開口部35に連通する作業空間部40をユニットベース2の内側に設ける。これにより、加熱筒4を下降させ、ユニットベース2の内側の作業空間部40に射出ノズル5や加熱筒4の先端側を挿通させた状態において、開口部35から作業空間部40へ手や工具等を差し入れて、射出ノズル5の着脱や加熱筒4の着脱作業を容易に行うことができる。
(もっと読む)
ダイカストマシンの電動射出装置
【課題】金型キャビティ内に充填された溶融金属材料に作用するサージ圧を適宜調整可能なダイカストマシンの電動射出装置を提供する。
【解決手段】電動射出装置の直動体2と射出プランジャ5との間に、四節リンク63と、過負荷防止用ボールねじ機構64と、過負荷防止用電動モータ65とからなる過負荷防止機構6を備える。四節リンク63は、連結ピン61a,61b,61c,61dを介して長さの等しい4つのリンク部材62a,62b,62c,62dを菱形に連結してなり、対向に配置された2つの連結ピン61a,61cに、過負荷防止用ボールねじ機構64のねじ軸64aとナット体64bとを連結する。また、四節リンク63を構成する他の2つの連結ピン61b,61dを、それぞれ直動体2の先端部と射出プランジャ5の末端部とに連結する。
(もっと読む)
ダイカストマシンの電動射出装置
【課題】小型の電動サーボモータを用いて所要の高速射出工程を実行可能なダイカストマシンの電動射出装置を提供する。
【解決手段】低速射出及び増圧に用いる第1射出用電動モータ1と、高速射出に用いる第2射出用電動モータ2と、射出用電動モータ1,2の回転運動をねじ軸3aに伝達する第1及び第2の動力伝達機構4,5と、動力伝達機構4,5中に備えられた第1及び第2のクラッチ機構6,7と、ねじ軸3aに螺合されたナット体3bと一体に前後進される射出プランジャ9と、射出用電動モータ1,2及びクラッチ機構6,7の駆動を制御するコントローラ11を備える。コントローラ11は、高速射出工程の開始タイミング以前に第2射出用電動モータ2を停止状態から起動し、高速射出工程の開始タイミング又はそれ以前の所要のタイミングで、第2クラッチ機構7を切断状態から接続状態に切り換える。
(もっと読む)
固定冶具
【課題】溶接対象となり得る部材が倒れたり位置ずれしたりすることがないよう安定的に保持できるようにし、溶接するときの作業性、及び作業者の安全性の向上を図った溶接部材保持装置を提供する。
【解決手段】一方の部材2を他方の部材3に溶接により接合する際に、前記一方の部材2を前記他方の部材3に当接させた状態で保持することが可能な溶接部材保持装置1であって、負圧発生手段20と、該負圧発生手段20で発生された負圧により前記他方の部材3に吸着される吸着部4と、把持レバー11と、把持レバー11の反復操作により、前記他方の部材3に当接させた前記一方の部材2を前記他方の部材3に向かって押圧して保持する油圧ロッド7とを備える。
(もっと読む)
竪型射出成形機の加熱筒交換方法及び加熱筒交換治具
【課題】既設の竪型射出成形機に汎用的に適用でき、かつ非熟練者であっても可塑化ユニットの着脱作業を容易かつ高能率に実施可能な加熱筒交換方法及び治具を提供する。
【解決手段】加熱筒保持プレート4に対する加熱筒6aの着脱作業を行う際、制御装置21は、表示装置22に、ノズルタッチ用電動サーボモータ8の駆動手順と、ダイプレート2に対する加熱筒交換治具30の着脱手順と、加熱筒交換治具30への加熱筒6aの保持手順と、加熱筒交換治具に保持された加熱筒6aの移送手順とを含む、加熱筒保持プレート4に対する加熱筒6bの着脱手順を表示し、作業者は、この表示装置22に表示された着脱手順に従って、加熱筒保持プレート4に対する加熱筒6aの着脱作業を行う。
(もっと読む)
射出成形機
【課題】金型のキャビティへ射出充填される繊維強化熱可塑性樹脂に含まれた強化用繊維の破断を抑制すると共に分散性を高め、所定強度の成形体を得られるようにする。
【解決手段】射出ノズル11から型閉された金型のキャビティに熱可塑性樹脂と強化用繊維とからなる繊維強化熱可塑性樹脂を射出する射出成形機1であって、加熱シリンダ10、加熱シリンダ10内に回転可能に設けられたスクリュー12を備え、スクリュー12には、供給口16から供給されてきた繊維強化熱可塑性樹脂を射出ノズル11側へ移送させながら溶融・混練する圧縮部21、圧縮部21から搬送されてきた溶融・混練された繊維強化熱可塑性樹脂の計量が行われる計量部22を備え、計量部22と圧縮部20の間に強化用繊維を分散させるダルメージ部21を形成する。
(もっと読む)
ダイカストマシン及びダイカストマシンの増圧制御方法
【課題】増圧工程における圧力を高精度で制御することで高品質な鋳造成形体を製造することができるダイカストマシン及びダイカストマシンの増圧制御方法を提供する。
【解決手段】射出プランジャ15の前進より金属溶湯を型閉された金型のキャビティ内に射出充填するときに、低速射出工程ではその駆動源に電動サーボモータ9を用い、該低速射出工程の次工程で行われる高速射出工程ではその駆動源に油圧駆動源を用いるダイカストマシンであって、高速射出工程後の増圧工程を行うときに、該高速射出工程中の電動サーボモータ9の駆動を制御することにより、増圧圧力を早期に立ち上げる。それにより、金型内で固化・収縮し始めた鋳造成形体を速やかに増圧することができる。
(もっと読む)
ダイカストマシン及びダイカストマシンの異常検出方法
【課題】射出スリーブに対する射出プランジャの摺動抵抗を高精度で正確に検出させ、高品質な鋳造品を得ることができるダイカストマシン及びダイカストマシンの異常検出方法を提供する。
【解決手段】金属溶湯が供給される筒状の射出スリーブ18と、該射出スリーブ18内で進退される射出プランジャ15に装着された射出プランジャチップ15aとを備え、射出プランジャ15の前進により金属溶湯を型閉された金型のキャビティ内に射出充填する射出工程でその駆動源に電動サーボモータ9を少なくとも用いるダイカストマシンであって、射出プランジャ15を前進させる電動サーボモータ9のトルクを検出するトルク検出手段32と、トルク検出手段32で検出された実測値が予め設定された閾値を超えた値であるときに、射出プランジャ15の前進動作に異常があるとして判別する異常検出手段33を備える。
(もっと読む)
中子駆動用油圧ユニットを備えた電動型ダイカストマシン
【課題】油圧ユニットを備えた場合にも電動型ダイカストマシンの設置面積を拡大せず、電動型ダイカストマシンのメンテナンス性も害さない中子駆動用油圧ユニットを備えた電動型ダイカストマシンを提供する。
【解決手段】オイルパンを兼ねるベースプレート32上に、オイルタンク33、油圧ポンプ34、油圧ポンプ駆動モータ35、アキュムレータ36、オイルクーラ37、電磁方向切換弁を含むバルブ類38、オイルクリーナ39及び電気ボックス40等を一体に組み立てることにより、所要の中子駆動用油圧ユニット31を構成する。この中子駆動用油圧ユニット31を、油圧ポンプ34及び油圧ポンプ駆動モータ35が型締め用電動サーボモータ22の下方に配置され、その他の機器が型締め用電動サーボモータ22の側方に配置されるようにして、主ベース盤2上の所定位置に固定する。
(もっと読む)
11 - 20 / 299
[ Back to top ]