
東洋機械金属株式会社により出願された特許
41 - 50 / 299
外部油圧ユニットを備えた電動型ダイカストマシン
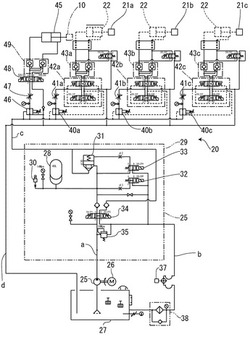
【課題】電動型ダイカストマシンに中子を駆動する外部油圧ユニットを設けるとともに外部油圧ユニットの駆動時における省電力化が図り、エネルギーロスの大幅削減を実現する。
【解決手段】可動金型と射出ユニット11とを電動サーボモータ7,12で駆動する電動型ダイカストマシン1において、キャビティの一部を形成する中子21a、21b、21cと、この中子21a、21b、21cを駆動する外部油圧ユニット20とを設ける。外部油圧ユニット20は、中子21a、21b、21cを駆動する油圧シリンダ22と、この油圧シリンダ22の駆動源となるACC28とを備える。中子21a、21b、21cの型締め時にACC28から油圧シリンダ22に作動油を供給して油圧シリンダ22を駆動するとともに、ACC28内の圧力を圧力センサ30で検知し、ACC28内の圧力が所定圧以下の時、ACC28内に作動油を供給して蓄圧(チャージ)する。
(もっと読む)
射出成形機

【課題】比較的大型なものであっても、インサート成形できるようにする。
【解決手段】C型に形成した保持フレーム2の内側Uに固定金型7と可動金型8を配設する一方でその外側には、タイバー18、タイバー18に進退自在に挿通された移動ダイプレート19、移動ダイプレート19をタイバー18の軸心方向に進退させるトグルリンク機構20、トグルリンク機構20を駆動する型開閉モータ21、可動金型8の装着される金型取付可動プレート14を移動ダイプレート19に一体に連結するプッシュロッド22からなる型締機構15を配設する。内側Uに可動金型8及び固定金型7の配置された保持フレーム2をC型に形成して、その内側Uに対して3方向を開放することができるから、比較的大きな大型部材30であったとしても、開放部を通じてインサート成形の行われる所定位置に設置することができる。
(もっと読む)
成形機の型締装置
【課題】ハーフナットとハーフナット係合溝との設定位置が厳密に合致していない場合にも、ロック手段の破壊を防止でき、ハーフナットとハーフナット係合溝との係合を確実に行うことができる型締装置を提供する。
【解決手段】第1及び第2のハーフナット277,278の全長Lを、可動ダイプレート24のロック手段取付面と、支持部材271を構成する前板271cの内面との間隔Dよりも1mm程度小さく形成する。具体的には、ロック手段27を構成する保持板273、ねじ軸274、右ねじ用ナット体275、左ねじ用ナット体276、第1及び第2のハーフナット277,278を、摺動手段272を介して支持部材271に取り付け、第1及び第2のハーフナット277,278を、可動ダイプレート24のロック手段取付面及び支持部材271の前板271cとの間に設けられたクリアランス内で自由に変位させる。
(もっと読む)
ダイカストマシン
【課題】省エネルギー効果が高く、かつ成形サイクル中の各工程における油圧ポンプの吐出流量及び吐出圧力を高精度に制御可能なダイカストマシンを提供する。
【解決手段】油圧ポンプ2を駆動するための電動モータとして、エンコーダ1aを備えた電動サーボモータ1を用いると共に、油圧ポンプ2の吐出ラインに、油圧ポンプ2の吐出圧を検出する圧力センサ4を備える。コントローラ15は、低速射出工程においては、エンコーダ1aの出力信号に基づいて、電動サーボモータ1の回転速度を電流制御で速度制御する。高速射出工程においては、制御弁を開いてアキュムレータ6から射出シリンダに圧油を供給する。増圧工程及びアキュムレータの蓄圧工程においては、油圧ポンプの吐出圧力に応じた前記圧力センサの出力信号に基づいて、電動サーボモータの回転速度を電流制御で圧力制御することを特徴とする。
(もっと読む)
成形機の型締装置
【課題】簡単な構成で、ダイハイトが変更された場合におけるハーフナットとハーフナット係合溝との位置ずれを修正可能な型締装置を提供する。
【解決手段】2プラテン方式の成形機用型締装置において、型開閉手段26の駆動源及び型締手段28の駆動源として、それぞれ電動サーボモータを備える。コントローラ4は、型開閉手段26を駆動して、可動ダイプレート24を型閉位置まで移動した後、固定金型21及び可動金型23のダイハイトに応じて型締手段28を駆動し、ロック手段27に備えられたハーフナット277,278とタイバー25に形成されたハーフナット係合溝251との噛み合わせ位置を合致させる。
(もっと読む)
イオンドーピング装置
【課題】ランニングコストの削減、高速化、耐久性の向上を図ったイオンドーピング装置を提供する。
【解決手段】弁体23の駆動手段としてトグルリンク機構10を採用する。トグルリンク機構10は、受渡部2の直下に配置し、タイバー14を上昇させ、固定ダイ12を受渡部2の底部に当接させ固定する。固定ダイ12を受渡部2の底部に固定した後、テールストック13を所定の位置まで引き上げ、トグルリンク16を伸長させることで移動ダイ15を上昇させることでロッド11を弁体23まで上昇させ、ロッド11を弁体23に固定する。以降、トグルリンク16の伸縮によって弁体23を昇降させ、被照射体の処置室への導入出を行う。
(もっと読む)
射出成形機
【課題】溶融樹脂を射出充填するための駆動源として用いるリニアモータを円滑に動作させる。
【解決手段】リニアモータ15a,15bに、一方の磁極歯20aと他方の磁極歯20bとを設けた固定子16を並設し、隣り合う固定子16の一方の磁極歯20aと他方の磁極歯20bとの配置関係を交互に入れ変わるように配置し、並設された固定子16を一体的に束ねるように巻線18を巻き回して、磁極歯20aと磁極歯20bとの間に磁束を形成し、そこにN極とS極とを交互に備えた可動子21を挿入して、一方の磁極歯20aと他方の磁極歯20bからの磁気吸引力を可動子21に対して相殺されるように配置し、磁気吸引力の相殺される位置で可動子21を保持する保持部材22を備える。可動子21が進退されるとき、磁気吸引力の相殺される所定位置からずれることがないよう保持部材22で案内することができるから可動子21の進退動作を円滑に行うことができる。
(もっと読む)
射出成形機
【課題】複数のモータの合成された駆動力を単独の射出ユニットの駆動源として用いることができるようにする。
【解決手段】第1の駆動伝達ベルト22を掛け回した第1のスレーブプーリ21と、第3の駆動伝達ベルト27を掛け回した第2のスレーブプーリ26と、第2,4の駆動伝達ベルト23,28を掛け回したマスタープーリ20とを、これらを回転駆動する各射出駆動用モータ13,14,15の回転軸部13a,14a,15aの基端部に固定できるように、後側固定フレーム16に並列に固定された3つの射出駆動用モータ13,14,15のうち、同一面上に配置したマスター射出駆動用モータ13及び第1のスレーブ射出駆動用モータ14と、第2のスレーブ射出駆動用モータ15との配置関係を前後方向にずらして配設する。これにより、駆動伝達ベルトを掛け回したプーリ20,21,26を各回転軸部13a,14a,15aの基端部に固定することができる。
(もっと読む)
成形機のエジェクト装置
【課題】小型、軽量かつ低コストにしてメンテナンス性が良好な成形機のエジェクト装置を提供する。
【解決手段】エジェクト用電動サーボモータ1の回転を、タイミングベルト14を介してプーリ2に伝達し、プーリ2の回転を、ネジ軸3とこれに螺合されるナット体5とからなるボールネジ機構を用いて押出プレート6(エジェクトピン8)の直線往復運動に変換する。プーリ2を回転可能に収納したプーリケース11を、可動ダイプレート4と一体に形成されたトグル取付部9に取り付ける。また、押出プレート6をネジ軸3に沿って案内するガイドレール7を、可動金型の取付面側から挿入されたボルト36を用いて可動ダイプレート4に締結する。
(もっと読む)
射出成形機
【課題】安価かつ簡便な構成にして高い充填速度を得ることができ、高品質の薄肉成形品を成形可能な射出成形機を提供する。
【解決手段】射出成形機に、キャビティ33内に溶融樹脂を射出充填することにより、厚みが0.1mm以上0.5mm以下でスプール35及びランナ36を有しない薄肉成形品を排出する金型31,32と、射出用電動サーボモータ10と、射出用電動サーボモータ10の駆動を制御する制御装置40とを備える。射出用電動サーボモータ10として、最大トルクが定格トルクの400%〜500%の1つの複数巻3相モータを用いる。制御装置40とモータドライバ回路41とを、通信速度が100Mbps以上の通信回線42を介して接続する。
(もっと読む)
41 - 50 / 299
[ Back to top ]