
東洋機械金属株式会社により出願された特許
51 - 60 / 299
縦型射出成形機
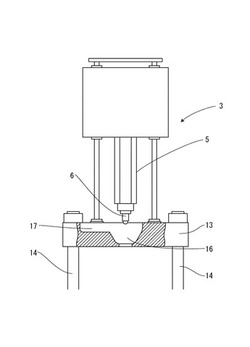
【課題】昇降される射出ノズルの位置に可及的に制限されることなく、射出ノズルの保守・点検を容易に行なうことができる利便性を図った縦型射出成形機を提供する。
【解決手段】上側金型10の取り付けられる保持プレート13と、上側金型10とキャビティを形成する下側金型12の取り付けられるターンテーブル11と、上側金型10と下側金型12とにより型閉されたキャビティに溶融樹脂を射出する射出ノズル6を備え、この射出ノズル6が挿通される保持プレート13に形成した貫通孔16に連設して作業用凹部17を形成する。これにより、射出ユニット3の先端に装着した射出ノズル6が貫通孔16内に挿入された状態であっても、作業用凹部17及び貫通孔16からなる空間部を通じ手や工具を差し入れて、射出ノズル6の先端の保守・点検作業を行なうことができる。
(もっと読む)
ロータリ射出成形機

【課題】温調水の漏水を防止でき、低コストにしてメンテナンスが容易なロータリ射出成形機を提供する。
【解決手段】ロータリテーブルと、これに取り付けられた複数の可動側金型と、ロータリテーブルを通して各可動側金型に温調水を循環させる温調水配管構造とを備えたロータリ射出成形機において、温調水配管構造を、ロータリテーブル11の回転中心軸16内に配置された固定管31と、固定管31の端部に連結されたスイベルジョイント32a,32bと、ロータリテーブルに対して揺動自在及び摺動自在に取り付けられた温調ブロック33a,33bと、スイベルジョイントと温調ブロックとを接続する第1のフレキシブル管34a,34bと、温調と各可動側金型21,22とを接続する第2のフレキシブル管35a,35bとから構成する。
(もっと読む)
ロータリ射出成形機
【課題】ロータリテーブルの偏心及び軸受の偏摩耗を防止する。定格出力が小さな電動サーボモータを用いてロータリテーブルを安定に回転駆動する。
【解決手段】ロータリテーブル11の外周に、支持面18とギア面19とを同心に形成する。可動ダイプレート7に、支持面18に当接してロータリテーブル11を支持する第1及び第2の支持ローラ12,13と、ギア歯19と噛み合う主動ギア27,28が出力軸に設けられたロータリテーブル回転用の第1及び第2の電動サーボモータ14,15とを取り付ける。第1及び第2の支持ローラ12,13を、ロータリテーブル11の回転中心軸16を通る仮想垂直線Y−Yを介してその両側部分に等分に配置すると共に、第1及び第2の電動サーボモータ14,15を、支持ローラ12,13の外側であって、仮想垂直線Y−Yを介してその両側部分に等分に配置する。
(もっと読む)
射出成形機
【課題】射出ノズルの前進の際に、速度を減速させ、射出ノズル先端の変形・破損を防止することが可能な射出成形機を提供する。
【解決手段】射出成形機1は、エンコーダ14と、制御部21に減速位置記憶手段24を有し、エンコーダ14は減速位置記憶手段24に記憶した射出ノズル減速位置に射出ノズル11が到達したことを検知した場合、制御部21によって射出ノズル11の前進速度を減速させる。これにより、射出ノズル11が固定金型30aにタッチする際の負荷を低減させ、射出ノズル11の先端部の変形・破損を防止することができる
(もっと読む)
射出成形金型
【課題】不良成形の防止と冷却速度の向上を実現した射出成形機を提供する。
【解決手段】固定金型22に形成したスプール43のテーパーを2.5度とし、エジェクトピン36の先端に樹脂流れ誘導突起部36aを形成する。スプール43のテーパーを2.5度としたことで、スプール43に射出された溶融樹脂が停滞することを防止し、樹脂流れ誘導突起部36aによって、ランナー42によって成形品形成部40に溶融樹脂の流れを誘導し、確実にキャビティ内に溶融樹脂を充填することが出来る。また、スプール43によって形成された成形体100の円錐部104には、冷却孔105が形成され、該冷却孔105の形状分の樹脂の減量と、表面積拡大による冷却効果の向上を実現する。
(もっと読む)
成形機
【課題】特別な装備を備えることなく、固定側金型と可動側金型との芯出しを容易かつ高精度に行うことができる成形機を提供する。
【解決手段】表示・設定手段33の金型芯出しボタン57を2度押しすると、金型芯出しモードが起動し(ステップS1)、型開・型厚後退工程(ステップS2)、型閉・型厚前進工程(ステップS3)、型開・型厚前進工程(ステップS4)が順次実行される。これにより、所定の型締力が得られる位置にテールストック3が位置付けられる。次いで、型締(ステップS5)と、型開(ステップS6)とを、複数回繰り返し、固定側金型15と可動側金型16との芯出しを行う。しかる後に、再度型締を行い(ステップS7)、固定ダイプレート2に対して固定側金型15を強固に締結すると共に、可動ダイプレート5に対して可動側金型16を強固に締結して、金型15,16の芯出し作業を終了する。
(もっと読む)
少数コンテナへの射出成形機の収容方法
【課題】射出成形機を分解した主要な各種装置を、コンテナ内に重量バランスが極端に偏らないように収容する。
【解決手段】単独のコンテナ内に射出成形機1の全体が収容できない際、射出成形機1を極力分解しないよう3つに分け、これらを第1〜第3のコンテナ13,14,15内に重量バランスが極端に偏らないように、第1のコンテナ13内の前後には、トグルリンク機構8を保持したテールストック9と移動ダイプレート3とを振り分けて収容し、第2のコンテナ14内の前後には、固定ダイプレート5を固定したフレーム6とトグルリンク機構8を覆うカバー11とを振り分けて収容し、第3のコンテナ15内の前後には、射出ユニット10とタイバー7とを振り分けて収容し、これにより、射出成形機1の主要な装置が収容された各々のコンテナの重量バランスが極端に偏らないよう安定させることができるから、安全にコンテナを吊り上げることができる。
(もっと読む)
成形機
【課題】運搬性向上と製造コスト低減を図ることができるテールストックを備えた成形機を提供する。
【解決手段】テールストック4を、4本の梁を略正方形に一体的に連結した前方矩形部41と、同じく4本の梁を略正方形に一体的に連結した後方矩形部42とからなり、これらの四隅を円筒部42にて一体的に連結して形成する。更にこのテールストック4の上下を荷重伝達底部46によって薄肉に連結することで、型締力発生時の応力を分散させ、テールストック4の水平方向の撓みを防止することができる。本発明のテールストック4は従来形状と比較して肉抜き箇所が多く、形成の際の素材の使用量を抑制することができ、軽量化・低コスト化を図ることができる。
(もっと読む)
成形品取出装置
【課題】リンク機構に沿って配線される電線を省略して、耐久性及び安全性に優れた成形品取出装置を提供する。
【解決手段】成形品取出装置に、ギアードモータ52によって水平面内で回転駆動される第1リンク3と、この第1リンク3の先端部に回転自在に取り付けられ、水平面内で移動されるアーム4と、一端が本体移動部2に回転可能に取り付けられ、他端がアーム4の長手方向の適所に回転可能に連結された第2リンク7とからなるリンク機構を設ける。アーム4には、把持機構5を駆動する把持用エアシリンダ75及び把持機構5の動作を規制する把持用メカニカルバルブ90、反転機構6を駆動する反転用ロータリアクチュエータ101及び反転機構6の動作を規制する反転用メカニカルバルブ104を搭載し、これらの各機器にエア配管110で圧力空気を供給する。
(もっと読む)
縦型射出成形機
【課題】成形体を繰り返し成形する際に作動される各種装置の作動に影響されずに、回転移動される金型へ常に電気を通電できるようにする。
【解決手段】上側金型17が取り付けられた保持プレート11、ヒータを備えた下側金型16が複数取り付けられたターンテーブル14、及びターンテーブル14を上部に載置した固定フレーム10を備え、固定フレーム10と一体に、ターンテーブル14の上方に延設した固定部材40を設け、この固定部材40にスリップリング42を装着する。縦型射出成形機1の稼働時に動くことのない固定部材40にスリップリング42を設け、このスリップリング42の外周面42aに対し、各下側金型16のヒータに接続した接続ケーブル44の電極を摺接させる。これにより、ターンテーブル14が回転された際、スリップリング42に摺接させた電極45を介して、各下側金型16のヒータに常に通電することができる。
(もっと読む)
51 - 60 / 299
[ Back to top ]