
東洋機械金属株式会社により出願された特許
71 - 80 / 299
ポンプユニットのベース
【課題】ポンプ本体取付部およびモータ取付部を連結する連結部を最小限の部材で構成しつつ十分な曲げ強度やねじり強度を確保し、限界まで軽量化しつつ、しかもベースに要求される機械的強度を満足することのできるポンプユニットのベースを供給する。
【解決手段】ポンプ本体取付部20とモータ取付部22と連結部24とを備えるポンプユニット12のベース10において、連結部24を、一対の連結部材50a、50b、および一対の傾斜連結部材52a、52bで構成し、一対の連結部材50a、50bにおける縦幅を、モータ取付部22側よりもポンプ本体取付部20側において長く形成し、一対の傾斜連結部材52a、52bにおける縦幅を横幅よりも長く形成することにより、上記課題を解決することができる。
(もっと読む)
射出成形機におけるフレーム

【課題】射出成形機の各種装置を分解してこれらの装置を搬送用コンテナ内に収容する際、各種装置を載せるフレームのサイズを小さくし、搬送用コンテナ内に収容できるようにする。
【解決手段】鋼材フレーム6a,6b、この鋼材フレーム6a,6bの各々を一体に連結する上側,下側連結部材7,8、一方の鋼材フレーム6aから外側に突出された配線受け部材10等を備えた射出成形機に構成されるフレーム1において、鋼材フレーム6aの外側に配線受け部材10が取り付けられていることで規格化された搬送用コンテナ5内にフレーム1を収容できない際、配線受け部材10を鋼材フレーム6aから簡単に取り外すことができるから、フレーム1の寸法を搬送用コンテナ5の内寸より小さくすることができる。よって、規格化された搬送用コンテナ5内に固定ダイプレート2等の各種装置を載せたフレーム1を荷台として収容することが可能になる。
(もっと読む)
ダイカストマシンの移動ダイプレート
【課題】ダイカストマシンのような高圧トグル機構を有する装置において、減肉軽量化したとしても金型取付板の変形を発生させるようなことのない移動ダイプレートを提供する。
【解決手段】ダイカストマシンMの移動ダイプレート1を(a)金型取付面2a、およびタイバー12が挿通されるタイバーガイド孔4の穿設されたタイバーガイド部3をその四隅に備える金型取付板2と、(b)金型取付板2の背面にて、移動金型K1の外形をカバーするように突設され、一定の幅Wを持ち、その内側が凹設状に凹堀部5となっている略八角形凸畝状のバックサポート部6と、(c)バックサポート部6に設けられた型締め用トグル機構Tのトグルアーム取付部8とで構成することにより上記課題を解決することができる。
(もっと読む)
ダイカストマシンの型厚調整機構
【課題】駆動モータの位置を変えることにより、型厚調整中間ギアの駆動モータギアからの脱輪、装置高さを一挙に解決することができるような構造を提供することをその解決課題とする。
【解決手段】本発明のダイカストマシンMの型厚調整機構は、移動ダイプレート1を往復移動させるトグル機構Tの一方端が取着されているトグルサポート34と、トグルサポート34の四隅に回動自在に設けられ、挿通されたタイバー12が進退可能に螺合し、トグルサポート34の背面からの突出部分に型厚調整従動ギア40aが刻設されている型厚調整回動筒体40と、トグルサポート34の背面に設けられた支持ローラ42にて回動自在に配設され且つ前記型厚調整従動ギア40aにそれぞれ噛合する型厚調整中間ギア41と、トグルサポート34の側面に配設され、前記型厚調整中間ギア41に噛合した駆動モータギア43aを有する駆動モータ43とで構成されている。
(もっと読む)
射出成形機
【課題】使用する原料樹脂の粘度によらず、起動時におけるスクリュの回転制御を適正化できて、高品質の成形品を成形可能な射出成形機を提供する。
【解決手段】製品の射出成形を開始する前に実行される原料樹脂のオートパージ中又は試し打ち期間中において、計量用サーボモータ3の起動と同時に立ち上がるスクリュ2の背圧、計量用サーボモータ3の負荷トルク、若しくはスクリュ2の後退速度等を求め、求められたこれら装置各部の駆動状態が、対応するそれぞれの設定値P0,T0,S0をオーバーシュートする場合には、起動時におけるスクリュ2の回転角加速度をより低い値に切り替えて、設定値P0,T0,S0をオーバーシュートしない駆動状態にする。
(もっと読む)
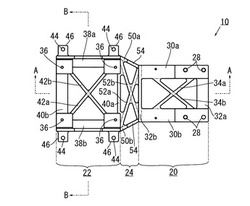
ダイカストマシン
【課題】射出シリンダの作動中に金型スリーブの中心軸と射出シリンダの中心軸との間でズレや角度が生じるのを回避して、金型スリーブ内でプランジャがこじられるなどの不具合が生じるおそれのない減肉・軽量化されたダイカストマシンを提供する。
【解決手段】固定ダイプレート14と、可動ダイプレートと、一対の横架材部38a、38bおよび縦ブロック材部38cとを有し、一対の横架材部38a、38bの他端がそれぞれ固定ダイプレート14の背面に取り付けられたフレーム38と、射出シリンダ34と、固定ダイプレート14に取り付けられた金型スリーブ32とを備えるダイカストマシンにおいて、一対の横架材部38a、38bの曲げ強度を互いに等しく形成することにより上記課題を解決することができる。
(もっと読む)
導光板の製造方法及び導光板
【課題】従来の人為的作業を自動化し、生産性を向上させた導光板の製造方法を提供する。
【解決手段】射出成形機1の固定金型10と可動金型8により形成されたキャビティで透明な板材Bを成形した後、キャビティ内に張り付いた板材Bを排出して、この板材を取り出し装置30で吸引して取り出す。取り出された板材Bは、取り出し装置30により第1の保護シート20の上面の所定載置位置bに載置された後、第1のシートロール22から巻きだされてくる第1の保護シート20に載置されていることで搬送されてくる板材Bの上面に、第2のシートロール23から巻きだされてきた第2の保護シート21が載置され、板材Bの各面に第1の保護シート20と第2の保護シート21が貼着された後、第1の保護シート20と第2の保護シート21の貼着された板材Bが切断装置27の切刃31により所定サイズに切断され、導光板が自動的に製造される。
(もっと読む)
成形機
【課題】安価かつ簡便な構成にして、高い射出速度と増圧(保圧)圧力を得ることができる成形機を提供する。
【解決手段】射出用電動サーボモータ11として、複数巻3相モータを備える。低速射出工程においては射出用電動サーボモータ11をその定格トルクで駆動し、高速射出工程においては射出用電動サーボモータ11をその最大トルクで駆動し、増圧工程においては射出用電動サーボモータ11を定格トルクの200%以下で駆動する。
(もっと読む)
ダイカストマシン
【課題】射出用電動サーボモータをもつダイカストマシンにおいて、高速射出工程における高速の射出速度を、応答性よく、確実に得ることを提供する。
【解決手段】射出プランジャ14を前進させることにより金属溶湯を金型キャビティ内に射出・充填するダイカストマシンにおいて、ピストン体を兼ねる射出プランジャ14が前後進可能に備えられた油圧シリンダ13と、該油圧シリンダに圧油を供給する油圧回路の一部(ACC12、制御弁21、逆止弁25,29及び圧力センサ30)とを移動体6に搭載し、該移動体6を射出用電動サーボモータ8にて駆動されるボールネジ機構(ボールネジ9及びナット体10)を用いて射出プランジャ14の進退方向に駆動する構成とした。
(もっと読む)
成形機
【課題】構造が簡単で安価かつ容易に実施可能な大型の電動式成形機を提供する。
【解決手段】第1及び第2の射出用電動サーボモータ13,14として、複数巻3相モータを用いる。各射出用電動サーボモータ13,14のそれぞれに対応して、そのモータの巻線数に応じた数のサーボアンプ5A〜5D及びインバータ6A〜6Dを接続する。サーボアンプ5A〜5Dのうちの1つをマスターサーボアンプとし、他をスレーブサーボアンプとする。また、いずれか1つの射出用電動サーボモータにその回転方向及び回転量を検出するエンコーダを備え、その出力信号を各サーボアンプ5A〜5Dに供給する。
(もっと読む)
71 - 80 / 299
[ Back to top ]