
日精エー・エス・ビー機械株式会社により出願された特許
1 - 10 / 35
ブロー成形機、金型部品の取り付け方法及び金型ユニット
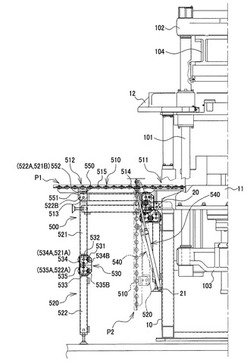
【課題】 金型部品を搬入または搬出する作業の負担を軽減できるブロー成形機を提供すること。
【解決手段】 ブロー成形機は、ブロー成形機に対して搬入または搬出される金型部品を支持する支持部材510,610と、支持部材をブロー成形機の外方に向けて水平に突出する突出位置P1,P5と収容位置P2,P6とに移動させる移動機構520,720と、を有する。ブロー成形機は第1固定支点軸20,23を有し、支持部材は、基端部は第1固定支点軸に回動自在に支持され、自由端部には第1可動支点軸513,713が設けられる。移動機構は、互いに回動自在に連結された複数のリンク521,522,721,722を含み、複数のリンクの一つは支持部材の可動支点軸に回動自在に支持され、支持部材が突出位置に設定されるときに、第1角度固定具530,730により複数のリンクが一直線状に維持されて、複数のリンクが支持部材の自由端部を支持する脚部となる。
(もっと読む)
成形品の受渡し装置及びブロー成形装置

【課題】 正立搬送に限定されるフランジ支持構造や倒立搬送に限定される倒立支持ピンを用いずに、成形品を受け渡すことができる成形品の受渡し装置を提供すること。
【解決手段】 第1搬送部材720は、成形品2のネック部2Aの外壁の一部を挟持する第1チャック対720A(720B)を含み、第2搬送部材411は、成形品2のネック部2Aの外壁の他の一部を挟持する第2チャック対412を含む。第1チャック対720A(720B)及び第2チャック対412の双方で同時に成形品2を保持した状態から、第1チャック対720A(720B)及び第2チャック対412の一方を他方と干渉せずに開放することで、第1チャック対720A(720B)及び第2チャック対412の間で成形品2を受け渡す。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】 一対のブローキャビティと上げ底型とを一体としたブロー型ユニットの単位で金型交換が可能であって、さらに複数の上げ底型は、ブロー成形機本体側の昇降装置に固定する必要がないブロー型ユニット及びそれを用いたブロー成形機を提供すること。
【解決手段】 ブロー型ユニットは、第1,第2のブローキャビティ割型及び複数の上げ底型を有するブロー型と、型締め圧力を圧受けする第1,第2の圧受け板と、第1のブローキャビティ割型及び第1の圧受け板が固定される第1の固定板と、第2のブローキャビティ割型及び第2の圧受け板が固定される第2の固定板と、第1,第2の固定板の間に配置されて、複数の上げ底型を第1面に固定する第3の固定板と、第3の固定板の第1面と対向する第2面より垂直に延びる少なくとも一つの軸部と、第1,第2の固定板の一方に固定され、軸部を昇降案内する昇降案内ブロックと、第3の固定板の第2面より垂直に延びる昇降ロッドと、を有する。
(もっと読む)
ブロー型ユニット、ブロー成形機及びブロー型ユニットの交換方法
【課題】金型交換途中の段階でブローキャビティ割型が型開きされても、上げ底型の落下防止対策を追加する必要がないブロー型ユニットを提供すること。
【解決手段】ブロー成形機の締め/型開装置により移動する第1,第2の型締め板とブロー成形機の昇降装置に連結されるブロー型ユニット200は、第1,第2のブローキャビティ割型210,211及び複数の上げ底型212を有するブロー型と、第1,第2の圧受け板220,221と、第1の固定板と第2の固定板と第3の固定板232と、第3の固定板の第2面より垂下された圧受けロッド234と、第1,第2の固定板の少なくとも一方に固定され、第1,第2のブローキャビティ割型の型閉じ時に第3の固定板が載置される載置部とを有し、圧受けロッド234は、昇降装置の昇降ロッド150に形成された嵌合部151に垂直方向にて嵌合される被嵌合部234Aを有する。
(もっと読む)
ブロー成形装置の作動方法
【課題】排気エアを作動エアとして有効に再利用することができ且つ成形品の品質バラツキを抑制することができるブロー成形装置の作動方法を提供する。
【解決手段】ブローエアを中間成形品に供給して所定形状に膨張させた後、作動エアタンクに排気エアを回収し、この回収した排気エアを作動エアとして再利用するに際し、排気エアを作動エアタンクに飽和状態となるまで回収し、その時点で作動エアタンクの圧力が第1の設定圧力P1に達していない場合には、次に排気エアの回収が開始されるまでの間に、所定のタイミングでエア源から作動エアタンクにエアを圧縮供給し、作動エアタンクの圧力を所定圧力まで上昇させることで、排気エアの回収が開始される時点の作動エアタンクの圧力が第2の設定圧力P2となるようにする。
(もっと読む)
反転装置およびプリフォーム取り扱い装置
【課題】簡単な構造で対象物を反転させることができる反転装置を提供する。
【解決手段】反転装置RMは、支持体78と、支持体に回転軸53回りで回転自在に支持されて、回転軸53の軸方向に第1端52aおよび反対側の第2端52bで仕切られる回転体52と、回転体52上に形成されて、第1端52aから第2端52bまで対象物Pを滑らせる滑り路84、88、89と、第1端52aで滑り路84、88、89の入口に向き合わせられ、滑り路84、88、89の入口に第1姿勢の対象物Pを案内する第1案内路51と、第2端52bで滑り路84、88、89の出口に向き合わせられ、回転体52の回転に応じて第1姿勢から反転した第2姿勢の対象物Pを滑り路84、88、89の出口から案内する第2案内路47とを備える。
(もっと読む)
耐熱容器の加熱成形装置
【課題】既存の成形装置を利用してPET樹脂製の耐熱容器を比較的安価に製造することができる耐熱容器の加熱成形装置を提供する。
【解決手段】テーブル211を上昇させて一次ブロー成形品30のネック部開口に位置出しピンを嵌合させ、ネック部の外周部を把持手段で把持することで、直線移動可能に設けられた搬送手段250に一次ブロー成形品30を装着する装着部210と、一次ブロー成形品30を加熱処理成形して中間成形品を得る熱処理部220と、中間成形品を最終ブロー成形して所定形状の耐熱容器10を得る最終ブロー成形部230と、耐熱容器10を搬送手段250から取り外して回収する回収部240と、を備えるようにする。
(もっと読む)
ブロー成形機
【課題】複数列で成形品を搬送して生産性を向上し、成形品搬送路の省スペース化、時間ロスの減少、あるいは温調時の予備ブローへの対応が容易なフレキシビリティの高いブロー成形機を提供する。
【解決手段】N列の保持プレートと、N列の保持プレートに保持された複数のプリフォーム1Aを射出成形する射出成形ステーション12と、N列の温調ポットでプリフォーム1A温調する温調ステーション14と、N列のブロー型で複数のプリフォームを複数の容器にブロー成形するブロー成形ステーション16と、複数のプリフォームを保持するN列の保持プレートの列ピッチをP1とし、複数の容器を保持するN列の保持プレートの列ピッチをP2とし、型開きされたN列のブロー型に搬入される前記複数のプリフォームを保持するN列の保持プレートの列ピッチをP3としたとき、P1<P3<P2となるように列ピッチを変換する列ピッチ変換駆動部とを有するブロー成形機。
(もっと読む)
ブロー型ユニット及びそれを用いたブロー成形機
【課題】別個の駆動装置に対してそれぞれ着脱可能な一対のキャビティ型と上げ底型とを一体化したブロー型ユニット及びそれを用いたブロー成形機を提供する。
【解決手段】ブロー成形機10の基盤72に取り付けられるブロー型ユニット300は、パーティング面同士を当接させる第1,第2のブローキャビティ割型62A,62Bと上げ底型63とを含むブロー型60を複数の有し、さらに、第1、第2のブローキャビティ割型をそれぞれ固定する第1の固定板310と、第2の固定板312と、固定板にそれぞれ固定する複数の第1の圧受板320と、固定板の間に配置されて、複数の上げ底型を第1面330Aに固定する第3の固定板330と、第3の固定板の第2面330Bより垂下された自由端部342B,344Bとする複数の軸部340(342,344)と、第3の固定板の下方にて、第1,第2の固定板にそれぞれ固定される複数の第2の圧受板330とを有する。
(もっと読む)
耐熱容器及び耐熱容器の製造方法並びに最終ブロー型
【課題】容器の把持性を向上させた、耐熱容器、内容物入りの耐熱容器及び耐熱容器の製造方法を提供する。
【解決手段】本発明にかかる耐熱容器10は、合成樹脂製の容器の胴部18に、第1の凹部28a及び第2の凹部28bと、把持部26と、を有する。第1の凹部の底部280aは、第2の凹部の底部280bと対向して形成されている。耐熱容器10に充填された高温内容物が冷却されて容器内部が減圧された際に、第1の凹部の底部280aの容器内側面284aは、第2の凹部の底部280bの容器内側面284bに接触する。
(もっと読む)
1 - 10 / 35
[ Back to top ]