
日東精工株式会社により出願された特許
71 - 80 / 263
ワッシャ型ロードセルおよびスラスト荷重検出機構
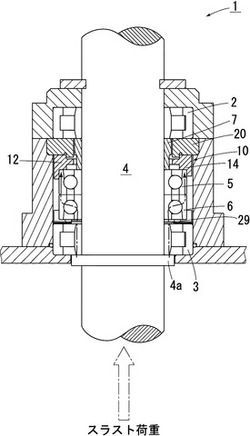
【課題】低スラスト荷重を精度良く検出可能なワッシャ型ロードセルおよびスラスト荷重検出機構を提供する。
【解決手段】ワッシャ型ロードセル1を、環状を成し、片面でスラスト荷重を受けるロードセル本体11と、このロードセル本体11の他方の片面において円周方向に複数形成される突部16,17,18,19と、ロードセル本体11に作用する荷重に応じて当該突部16,17,18,19を支点として歪むロードセル本体11の歪みを検出する歪み検出手段25,26,27,28とから構成することで課題を解決することができる。
(もっと読む)
ドリル・タップ加工装置

【課題】ドリルやタップ等の工具の折損を防止し、確実に穴加工やめねじ切りを行うことができるドリル・タップ加工装置の提供。
【解決手段】水平な面内を旋回自在な第1ビーム7と、この第1ビームに水平面内を旋回自在に連結されるとともに垂直面内を旋回可能な平行リンクとして構成された第2ビーム9と、この第2ビーム9に支持されたツールユニットとを有する。前記第2ビーム9は、引っ張りばね15aにより上方に、また引っ張りばね15bにより下方にそれぞれ付勢可能に構成されている。これら引っ張りばね15a,15bは、ばね連結部材14に連結されており、ばね連結部材14を上下何れかの方向に移動して固定することにより、ばね15a,15bによる第2ビーム9の付勢方向、付勢力を変更・調整できるように構成されている。
(もっと読む)
ドリル・タップ加工装置
【課題】ドリルやタップ等の工具の折損を防止し、確実に穴加工やめねじ切りを行うことができるドリル・タップ加工装置の提供。
【解決手段】水平面内を旋回自在な第1ビーム7と、この第1ビーム7に水平面内を旋回自在に連結された第2ビーム9とを設け、これらを常時約90°の角度を成す水平旋回状態に配置する。また、第2ビーム9の先端には、ツールユニット3を工具25の軸線方向に移動可能に支持する。
穴加工やめねじ切り加工においては、加工中にツールユニット3の工具25が受ける力に応じて第1ビーム7と第2ビーム9とが微細な旋回動作をし、工具25を自動調心する。また、回転反力については圧力角0°で受け、この回転反力によるツールユニット3の位置ずれを防止することができる。
(もっと読む)
ねじ締め機
【課題】ドライバツールの位置情報と、目標ねじ締めポイントの位置情報との照合が一致すると、自動的にドライバツールの駆動を開始するねじ締め機を提供する。
【解決手段】本発明は、ドライバツール4を作業者が把持して被締結物の上空で操作し、目標のねじ締めポイントへ下降させてねじ締め作業を行うよう構成されたねじ締め機1において、前記ドライバツール4の位置情報を検出する位置検出手段14,23,34と、予め目標のねじ締めポイントの位置情報を記憶するとともに、ドライバツール4を被締結物の上空で操作中、当該ねじ締めポイントとドライバツール4との位置情報を照合して当該照合が一致した場合、ドライバツールに駆動開始指令信号を発するように構成された制御ユニット50とを備えることを特徴とする。
(もっと読む)
ねじ締め機
【課題】作業者の目視による照合作業の負担を低減し、ドライバツールとねじ締めポイントとの照合を容易に一致させることが可能なねじ締め機を提供する。
【解決手段】本発明は、ドライバツール4を作業者が把持して被締結物の上空で操作し、目標のねじ締めポイントへ下降させてねじ締め作業を行うよう構成されたねじ締め機1において、前記ドライバツール4の位置情報を検出する位置検出手段14,23,34と、予めねじ締めポイントの位置情報を記憶するとともに、ドライバツール4を被締結物の上空で操作中、当該ねじ締めポイントとドライバツール4との位置情報を照合してその照合結果を作業者へ知らせるように構成された制御ユニット50とを備えることを特徴とする。
(もっと読む)
ねじ締め機
【課題】重複ポイントへのねじの締め付けを防止するねじ締め機を提供する。
【解決手段】本発明は、ドライバツール4を作業者が把持して被締結物の上空で操作し、目標のねじ締めポイントへ下降させてねじ締め作業を行うよう構成されたねじ締め機1において、前記ドライバツール4の位置情報を検出する位置検出手段14,23,34と、じ締め完了ポイントの位置情報を順次記憶して、ドライバツール4を被締結物の上空で操作中、当該ねじ締めポイントとドライバツール4との位置情報を照合して、その照合結果が既にねじ締めが完了したポイントと一致した場合には、これを作業者に知らせるように構成された制御ユニット50とを備えることを特徴する。
(もっと読む)
ねじ浮き検出装置を有する自動ねじ締め機
【課題】ねじ締め時にねじの頭部座面がワークあるいは部品等に対して確実に着座したか否かの判定を可能にした簡単な構成のねじ浮き検出装置を有する自動ねじ締め機を得る。
【解決手段】ねじ1を吸着保持する吸着パイプ34内に回転且つ軸方向に移動自在なドライバビット20を設け、このドライバビット20を構成する軸部と係合部との間に係合部を駆動穴に係合させたときに頭部頂面に当接するストッパ部23を形成し、係合状態となった駆動穴の底と係合部の先端との間には隙間を有する構成とし、一方、吸着パイプ34に対するドライバビット20の軸方向の移動変位量をセンサ手段で検出し、ねじ浮き状態の有無を判定するねじ浮き検出装置を有する自動ねじ締め機であるので、頭部座面が着座しているか否かを正確に判定できる。また、頭部頂面にストッパ部が当接するので、駆動穴がねじ製造時に変形してもその影響を受けることがない。
(もっと読む)
貫入ロッド
【課題】スクリューポイントに作用する回転負荷トルクに基づいて土質を判定する貫入試験に用いる貫入ロッドにおいて、ロッドの周面摩擦による影響を除去し、スクリューポイントだけに作用する回転負荷トルクを検出可能な貫入ロッドを提供する。
【解決手段】ロッド2とスクリューポイント3とは一方向連結機構4を介して連結され、この一方向連結機構4は正回転時にはロッド2とスクリューポイント3とを一体に回転可能とし、一方、逆回転時にはロッド2だけを回転可能とする。
(もっと読む)
ねじ部品締緩装置
【課題】一つの回転駆動源で高速かつトルク精度の高いねじ部品の締結、緩めの双方の作業を実現し得るねじ部品締緩装置の提供。
【解決手段】ACサーボモータ3の駆動を受けて回転する第1入力軸5を設け、この第1入力軸5に電磁クラッチ8を介して第2入力軸9を連結する。また、ねじ締め工具が連結される出力軸11を設け、この出力軸11に第2入力軸を連結するとともに、減速機12及びツースクラッチ14を介して前記第1入力軸5を連結する。各クラッチ8,14をねじ部品の締付け又は緩めの各工程に合わせて制御することにより、出力軸11に第2入力軸9から高速・低トルクの回転が伝達される状態と、第1入力軸5から減速機12を経て低速・高トルクの回転が伝達される状態とを切り替える。
(もっと読む)
ねじ部品締緩装置
【課題】一つの回転駆動源で高速かつ締付トルク精度の高いねじ部品の締結、緩めの双方を実現し得るねじ部品締緩装置の提供。
【解決手段】ACサーボモータ3の駆動を受けて回転する第1入力軸5及び第2入力軸9を設け、この第1入力軸と第2入力軸との間にこれらを常時一体に回転可能にし、かつ一方に所定の回転負荷トルクを超える回転負荷トルクが作用した場合にはこれらの差動回転を許容する摩擦クラッチ8を設ける。また、ねじ締め工具が連結される出力軸11を設け、この出力軸11を第2入力軸の回転を受けて回転可能に構成するとともに、前記第1入力軸5から減速機12及びツースクラッチ14を介して伝達される回転を受けて回転可能に構成する。
(もっと読む)
71 - 80 / 263
[ Back to top ]