
日本タングステン株式会社により出願された特許
11 - 20 / 80
ロータリーカッター
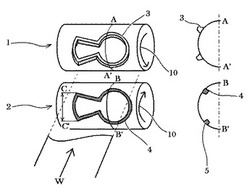
【課題】金属箔のような塑性変形する薄い板状体を打ち抜く際に発生するバリやカエリを極力小さく押さえることが可能な切断機を得る。
【解決手段】凸状のパンチ3を備えたパンチロール1と、凹上のダイ4を備えたダイロールが協働することによりワークWを打抜くロータリーカッターにおいて、ダイの凹部に弾性体5を配置することにより、バリやカエリが極めて小さい剪断打抜き加工することができる。本発明は数μmから200μm程度の厚さの、金属を主とする延性材料の切断に好適する。
(もっと読む)
ロータリーカッター

【課題】金属箔のような塑性変形する薄い板状体を打ち抜く際に発生するバリやカエリを、極力小さく押さえることが可能な切断機を得る。
【解決手段】凸状のパンチ3を備えたパンチロール1と、凹上のダイ4を備えたダイロールが協働することによりワークWを打抜くロータリーカッターにおいて、硬質材料からなるパンチの先端部に、弾性体6を設置することによりバリやカエリを極めて小さくした剪断打ち抜きを行なうことができる。本発明は厚さが数μmから200μm程度の金属や、同様の塑性変形を生じる箔を、良好に切断できる。
(もっと読む)
高密度体およびその製造方法
【課題】精密な機械加工も行なえ、鉛を超える密度を有する、タングステンと熱可塑性エラストマーからなる高密度体を得る。
【解決手段】タングステン粉末73.5〜80.5体積%と190℃におけるメルトマスフローレイトが0.1〜10.0(g/10min)の熱可塑性エラストマーの1種または2種以上とを混練機を用いて最高温度120℃〜230℃にて混練し、混練体を解砕して得られた解砕物を温間プレスすることにより、密度が13〜15.5(Mg/m3)でありロックウェルRスケールでの硬さが70〜120の高密度体を得られる。
(もっと読む)
金属酸化物微粒子の製造方法
【課題】ソリューションプラズマ法によって金属酸化物微粒子を安定的にかつ効率良く製造することができる金属酸化物微粒子の製造方法を提供する。
【解決手段】金属オキソ酸イオンを含む溶液中にて放電を行う。
(もっと読む)
LEDパッケージ基板
【課題】p極およびn極にリードフレームを用いたLEDパッケージ基板の放熱性を、LEDパッケージにヒートシンクを設けることなく向上させる。
【解決手段】熱伝導の高いリードフレームの端部の一部を、LED素子より離れた位置まで伸ばした構造とすることによって、その部分より放熱の効果を高める。また、前記伸ばした部分をLED照明装置筐体の外部まで突き出すことにより、いっそうその効果を高めることができる。これらの構造を持つLEDパッケージ基板で、LED素子から発生する熱を効率よく放熱できる。
(もっと読む)
食品検査用X線遮蔽カーテン
【課題】食品用X線検査装置に用いるX線遮蔽用カーテンの改良を行い、その寿命および変形の抑制、強度の維持を目的とする。また、食品衛生法に伴う特性を満たし、かつ、熱湯消毒にも耐えるカーテンを提供する
【解決手段】食品検査用X線装置のX線遮蔽用カーテンが、結晶化度が20%以上70%以下であるオレフィン系エラストマー中にタングステン粉末が分散しており、かつ電子線照射による架橋組織を有した板状X線遮蔽体からなり、かつ食品衛生法の規格基準(昭和34年厚生省告示第370号)におけるヘプタン溶出基準(150ppm以下)に適合することを特徴とする食品検査用X線装置のX線遮蔽用カーテンとすることにより、課題を解決した。
(もっと読む)
樹脂粉砕用回転刃
【課題】高硬度の樹脂を粉砕しても摩耗しにくく、破損しない樹脂粉砕用回転刃を提供する。
【解決手段】WCを80〜91重量%含有し、Coを9〜20重量%含有する超硬合金からなる樹脂粉砕用回転刃である。前記樹脂粉砕用回転刃は、2枚以上の複数葉のブレード状で、中心に回転軸が嵌合する穴を有し、モーターで駆動する回転軸に単独又は複数枚を通し重設して用いられるものである。これをエポキシ樹脂やこれに硬質材を添加したような高硬度の樹脂を粉砕しても摩耗しにくく樹脂粉砕材中に摩耗物の混入が殆どなく、破損せず従来のダイス鋼製のものより長寿命である。
(もっと読む)
多孔質セラミックス
【課題】多孔質セラミックスにおいて、より黒色に近く、またESD対策となりえる電気抵抗率を有する、連続した開気孔を持つものを得ること。
【解決手段】アルミナとムライトを主成分とし、チタニアと炭化チタンを副成分としてなる多孔質セラミックスを作製することで、課題を解決した。出発原料の組成や焼結の雰囲気などを制御することにより、連続した開気孔を持つセラミックスに、十分に低い面粗度、ESDを引き起こさない半導電性、光学機器でのハレーション対策となる黒に近い色調を与えることができる。
(もっと読む)
吸着ロール
【課題】使用温度の変化が起こっても、それにより破壊や剥離、ウェブ品質の低下を起こさない吸着ロールを得る。従来の吸着ロールよりも製造費用が低く抑える。
【解決手段】円筒の吸着部材20を両端部サポート円盤6と内部サポート円盤4で支持し、前記円盤同士の間には板状スペーサー5を挟み一体化した。両端部サポート円盤6の一方は回転軸に接合し、もう片方は回転軸1と接合せずに、別途シールを行った。回転軸1と両端部サポート円盤6、内部サポート円盤4、板状スペーサー5の熱膨張係数が大きく異なっていても、温度変化に対して強度や面精度を確保し、良好なウェブを得られる。
(もっと読む)
磁気ヘッド用複合基板およびそれを用いた磁気ヘッドスライダーの製造方法
【課題】スライダー長が1.2mm未満の磁気ヘッドスライダーを従来よりも効率良く製造できる方法を提供する。
【解決手段】厚さが1.2mm未満の磁気ヘッド用基板11aと、磁気ヘッド用基板11aと熱膨張係数が同等の支持基板12aとを備える磁気ヘッド用複合基板10aを用いて、磁気ヘッドスライダーを製造する。
(もっと読む)
11 - 20 / 80
[ Back to top ]