
日本管洗工業株式会社により出願された特許
1 - 5 / 5
繊維強化プラスチックの製造方法及び製造装置
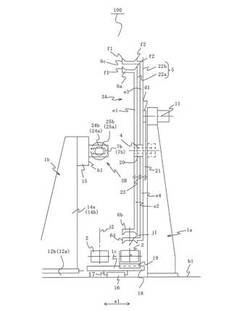
【課題】繊維強化プラスチックの製造装置を簡素化し、かつ製造時間の短縮を図る方法を提供する。
【解決手段】軸4回りに回転する巻取り型5には、回転中心から異なる角度の位置と一線上の位置との間で移動する第1ピン部材6a〜6dが設けられている。一対の第2ピン部材7a、7bは対向線回りに回転可能であり、かつ案内軌道により近接離反可能である。第1工程では、長繊維束を繊維供給部2から引き出しつつ環状に巻き取る。第2工程では、第1工程で環状に巻き取られた長繊維束の輪の中に第2ピン部材7a、7bを挿入した後、離反させる。この際、第1ピン部材6a〜6dは一線上の位置に移動する。そして、第3工程では、第2ピン部材7a、7bを対向線の回りに回転させて、回転している長繊維束の周囲にさらに長繊維束を供給して巻き付けてゆく。
(もっと読む)
管継手

【課題】強い接続強度と接続信頼性が得られる例えば船舶等に設けられる油圧配管等の高圧流体の管の接続に有用な管継手を提供することを目的とする。
【解決手段】一対のフランジ部2、2を面合せし、両フランジ部2、2をボルト6とナット7により結合する。またフランジ部2、2の後方に設けられた管固定部4にその後端外縁部の外表面であるテーパ面12から中心孔18側へフランジ部2に向って斜ネジ孔13を斜設し、この斜ネジ孔13に変形可能な詰物14を挿入してネジ棒15を螺入する。すると詰物14は、ネジ棒15の先端面によりフランジ部2及び管固定部4から成る継手体1Aの中心孔18に挿入された管20Aの外表面に強く押し付けられて断面くさび形に変形し、この外表面に強く密接する。これによりきわめて強い接続強度と接合信頼性が得られる管継手1を実現できる。
(もっと読む)
フランジ継手及び金属管結合構造
【課題】 接着剤を利用した金属管接合継手を提供する。
【解決手段】 金属管接合継手1は、一端に金属管4の端部を内挿される直円筒面a1の挿入孔を持つスリーブ部2aと、スリーブ部2aの他端に形成された鍔部2bと、中心線方向最奥位置に内方向に垂直に立ち上がったドーナッツ部2dとを有する。ドーナッツ部2dは金属管4の肉厚に相等する幅を持つ環状面a2を有しており、金属管4が挿入されたときに、金属管4側面が環状面a2に当接する。直円筒面a1と金属管4の外周面は接着剤により接着されている。金属管接合継手1同士は、フランジ3に設けられたボルト孔3aを介してボルト5a、ナット5bにより結合される。
(もっと読む)
繊維集積ロッドと、その製造方法
【課題】 軸、フレーム等の素材として使用可能な繊維集積ロッドを提供する。
【解決手段】 カーボン繊維束3に塗布した樹脂4が硬化する前に、カーボン繊維束3の多数条3bを張力を加えて集合させて縦繊維部1aを形成し、次に縦繊維部1aの外周にこれを被覆するように前記繊維束3をこれに張力を付与した状態で螺旋状に巻き付けることにより螺旋状部1bを形成する処理を、2回以上実施する。
(もっと読む)
金属被接合部材の接合方法及び接合構造
【課題】 金属被接合部材3を接着剤6により、金属被接合部材3の母材強度より大きい強度が得られるように接合させる。
【解決手段】 金属製差込み継ぎ手は、金属被接合部材3の端部が挿入される挿入孔2aが形成された受け口部4を有している。また、その開口端からその奥側に至る受け口部4の外面はテーパ状面となっている。受け口部4の最奥方位置の挿入孔中心線方向引張強度は、金属被接合部材3の中心線方向引張強度に対し同等以上である。
金属製差込み継ぎ手は、挿入孔2aの幅が金属被接合部材3の端部と比べて0.2mm〜0.6mmまでの範囲内の大きさだけ前記挿入孔2aの幅を大きく形成されている。金属被接合部材3の端部を焼入れ、若しくは冷間加工を行い、金属被接合部材3の端部を前記挿入孔2a内に押し込むと共に金属被接合部材3の端部と前記挿入孔2aの内面との間に接着剤を密状に存在させて金属被接合部材3と接合する。
(もっと読む)
1 - 5 / 5
[ Back to top ]