
株式会社フジシールインターナショナルにより出願された特許
41 - 50 / 641
容器搬送装置
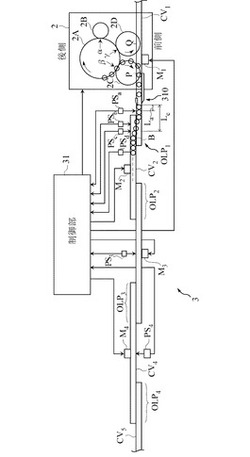
【課題】多数のボトルを隙間なく一列縦隊にして搬送する際、先頭のボトルに過大な押圧力が掛るのを抑制する。
【解決手段】ラベル装着装置2には複数のコンベアCV1,CV2,…を一列に配置して多数のボトルBをラベル装着装置2に供給するラベル搬送装置3が設けられる。制御部31は、スクリュー310が設けられたコンベアCV1の搬送速度をラベル装着装置2における容器処理速度Wに基づく搬送速度v1に制御し、コンベアCV1の上流側に連結されたコンベアCV2の搬送速度を容器処理速度Wに基づく、搬送速度v1よりも低速の搬送速度v2に制御する。v2<v1とすることによりコンベアCV1のオーバーラップ部OLP1でボトル間に隙間が生じるようにする。
(もっと読む)
ラベル装着装置

【課題】ラベル装着不良が発生したときの不良原因の究明の作業負担を軽減する。
【解決手段】ラベル装着装置1は、ボトル保持部401の上方に昇降可能に設けられたラベル装着部4のラベル装着ヘッド41が折り畳まれたラベルLを受け取った後、筒状に開いて下降することによりボトル保持部401で保持されたボトルBに被せるようにしてラベル装着する。ラベル装着装置1は、ラベル装着ヘッド41がラベルLを開く位置にそのラベルLの開口状態を下から見た画像とボトルBの保持状態を上から見た画像とを取得するカメラ611と、取得したラベルLとボトルBの画像からラベルLの開口形状とボトルBの保持状態を特定するデータを算出し、そのデータを用いてラベル装着の良否を判定する解析装置60とを備える。
(もっと読む)
熱収縮性筒状ラベル
【課題】 本発明は、熱収縮させるだけでクリスタルカット模様のようなキラキラした外観を生じさせることができる熱収縮性筒状ラベルを提供する。
【解決手段】 本発明の熱収縮性筒状ラベル1は、熱収縮性フィルム3と、前記熱収縮性フィルム3の一方面に複数添着された、前記熱収縮性フィルム3の熱収縮を規制する収縮規制層5と、を有し、前記各収縮規制層5は、独立しており、前記収縮規制層5が、中心部51と、前記中心部51から径方向に延びる複数の稜線部52と、を有する。
(もっと読む)
粘着物品付き長尺シートの製造方法、及び粘着物品付き長尺シート
【課題】 本発明は、比較的簡易に粘着物品付き長尺シートを得ることができる製造方法を提供することである。
【解決手段】 本発明の粘着物品付き長尺シート10の製造方法は、離型面1aに粘着剤層2が設けられた長尺離型紙1の、前記粘着剤層2の表面に、長手方向に間隔を開けて開口部5が複数形成された長尺基材3を接着する積層工程と、前記1つの開口部5又は隣接する複数の開口部5を一単位とし、その一単位を含む基材部6を区画するように前記長尺基材3を厚み方向に切断する切断工程と、前記一単位の開口部5内から露出した前記粘着剤層2の表面に、物品9を付着する付着工程と、を有する。
(もっと読む)
粘着物品付き長尺シートの製造方法、及び粘着物品の製造方法
【課題】 本発明は、比較的簡易に粘着物品付き長尺シートを得ることができる製造方法を提供することである。
【解決手段】 本発明の粘着物品付き長尺シートの製造方法は、離型面1aに粘着剤層2が積層された長尺離型紙1の、前記粘着剤層2の表面に、長手方向に間隔を開けて開口部5が複数形成された長尺基材3を接着する積層工程と、前記1つの開口部5又は隣接する複数の開口部5を一単位とし、その一単位の開口部5内から露出した前記粘着剤層2の表面2aに、物品9を付着する付着工程と、を有する。
(もっと読む)
筒状ラベル
【課題】 本発明は、十分な接着強度を有する重合接着部8を有し、外観も良好な筒状ラベル10を提供する。
【解決手段】 本発明の筒状ラベルは、合成樹脂製の第1シート1とラミネート接着剤層5と液透過性を有する第2シート2とがこの順で設けられ且つ前記ラミネート接着剤層5を介して前記第1シート1と第2シート2が接着された基材3を有し、前記基材3を筒状にして基材3の一方側端部31における第1シート1と基材3の他方側端部32における第2シート2とを重ね合わせ、溶剤含有液状接合剤を用いて前記一方側端部31と他方側端部32を接着することにより重合接着部8が形成されており、前記重合接着部8において、前記基材3の他方側端部32における第1シート1と第2シート2の間には、前記ラミネート接着剤層5を有する部分6と前記ラミネート接着剤層5を有しない部分7とが設けられている。
(もっと読む)
ラベル付き容器
【課題】ラベル表面に水が付着した状態であっても、自動販売機における多本出の発生を十分に防止できるラベル付き容器を提供することである。
【解決手段】ラベル付き容器10は、容器20と、熱収縮性フィルム基材31を含み少なくとも容器20の最大径部Dを覆って装着された熱収縮性ラベル30とを備え、熱収縮性ラベル30は、容器20の最大径部Dに位置する熱収縮性フィルム基材31の表面の少なくとも一部に、ポリプロピレンワックス33を含有するコーティング層32を有する。そして、コーティング層32は、水濡れ状態での静摩擦係数が0.4〜0.7である。
(もっと読む)
シュリンクラベル
【課題】シュリンクラベルに汎用的に用いられる多くの基材に優れた密着性を示し、特に幅広い厚みのポリエステル系フィルムに対する密着性に優れており、なおかつ、印刷性(特にグラデーションデザインなどの表現性)にも優れた印刷層を有するシュリンクラベルを提供する。
【解決手段】本発明のシュリンクラベルは、基材の少なくとも片面側に、ウレタンアクリル系樹脂、アクリル系樹脂、顔料、並びに、ラクトン系化合物に由来する構成単位およびリン酸基を含有する重合体を含み、さらにセルロース系樹脂を含む又は含まない印刷層を有し、前記印刷層中の、前記ウレタンアクリル系樹脂、前記アクリル系樹脂及び前記セルロース系樹脂の総重量100重量部に対する、前記ラクトン系化合物に由来する構成単位およびリン酸基を含有する重合体の含有量が1〜20重量部であることを特徴としている。
(もっと読む)
キャップシール
【課題】開封時に封緘部を容易に除去することができるキャップシールを提供する。
【解決手段】上側の封緘部20と下側の残留ラベル部21とを区画するように横切断線30が周方向に形成され、封緘部20を縦方向に切断するための縦切断線が周方向に間隔をおいて一対形成され、該一対の縦切断線間の切離部22を封緘部20における他の部分から切り離して開封する。一対の縦切断線の双方は、縦切断線の上部領域を構成する第一ミシン目41と、該第一ミシン目41の下端にその一端が連設され、切離部22の内側に向けて斜め上方に延びる切り込み線44と、該切り込み線44の他端から所定間隔離間した位置をその上端とする第二ミシン目42とを備えている。
(もっと読む)
スパウト付きパウチ容器
【課題】注出性能に優れ、しかも、外観が損なわれることのないスパウト付きパウチ容器を提供する。
【解決手段】パウチ10の上縁にスパウト20が取り付けられている。パウチ10は、表裏一対の外装シート11、12と、この外装シート11、12の下端部において両者の間に折り込まれるガセットシート13とから構成されており、外装シート11、12の上縁部及び両側縁部が相互にヒートシールされると共に、外装シート11、12間に折り込まれたガセットシート13の周縁を外装シート11、12の内面にヒートシールすることによって袋状に形成されている。パウチ10には、スパウト20の流入口付近に、外装シート11、12をヒートシールすることで、液体内容物をスパウト20の流入口に案内する、下方側に向かって「ハ」字状に広がった、上縁シール部US及び側縁シール部SSに繋がっていない一対のガイドシール部GSが形成されている。
(もっと読む)
41 - 50 / 641
[ Back to top ]