
名古屋油化株式会社により出願された特許
41 - 50 / 78
支柱用マスキング材およびその製造方法
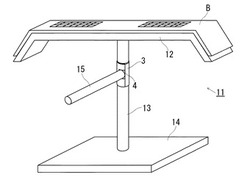
【課題】 本発明の課題は、被塗物を支持する治具の支柱に塗装工程において塗料が付着しないようにすることにある。
【解決手段】 マスキング材3は、合成樹脂シート1を筒状に丸めた形状に保持して構成されている。該マスキング材3は、塗装治具11の支柱13に装着され、該支柱13に塗料が付着することを防止している。またマスキング材3は、合成樹脂シートを筒状に丸めて筒状型材内に挿入保持し、加熱することによって上記筒状に丸めた合成樹脂シートの内部応力を除去することにより、該合成樹脂シートを筒状に丸めた形状に保持して製造される。
(もっと読む)
断熱材、及び該断熱材を型枠として使用した床構造

【課題】火花が飛散しても不良品とならない断熱材、及び該断熱材を型枠として使用した床構造を提供する。
【解決手段】本発明に係る断熱材1は、ポリスチレン等のプラスチック発泡体2からなる断熱基材層12を設けると共に、該断熱基材層12の片面又は両面に、難燃性補強用シートとしてのフェノール系樹脂が含浸された樹脂含浸不織布10を積層して配置した構成である。かかる構成により、断熱材1に火花が飛散しても、前記難燃性補強用シートとしての樹脂含浸不織布10により断熱基材層12は溶融又は燃焼してしまうことがない。また、強度が増すため手で取り扱う際に当該断熱材1がひび割れたり破断してしまうことがない。また、該断熱材1を型枠として使用した床構造αは、該断熱材1上にコンクリートが打設されるため、コンクリート打設後に型枠の解体作業が不要である。
(もっと読む)
マスキング材
【課題】 保護対象である縦桟を表面処理から好適に保護しつつ、表面処理剤による処理不良、汚損等の不具合を防止することができるマスキング材を提供する。
【解決手段】 バンパー10のフレーム11によって構成された孔部である空気取入口12に嵌着されることにより、該フレーム11に差渡されている1本または複数本の縦桟13を表面処理から保護するマスキング材20であって、シート本体21から上記縦桟13に嵌着する1条または複数条の桟嵌着溝23を屈曲形成して構成されたものであり、上記桟嵌着溝形成部22の外周奥行きdを上記フレーム11の奥行き巾wよりも大きく(d>w)設定することにより、上記桟嵌着溝23を上記縦桟13に嵌着した状態で、上記シート本体21の上下端縁と上記フレーム11の上下縁との間に隙間sが形成されるようにした。
(もっと読む)
被塗装部品の塗装方法、及び被塗装部品の塗装システム
【課題】塗装効率が向上する被塗装部品の塗装方法及び小型化が可能な被塗装部品の塗装システムを提供する。
【解決手段】本発明の塗装方法は、電鋳治具のマスキング部を被塗装部品の被マスキング部に当接させて被マスキング部を保護しつつ、被塗装部品をスプレー塗装する塗装方法に代え、熱可塑性樹脂からなるマスキング材20をマッドガード1の被マスキング部F’に装着して被マスキング部F’をマスキング材20により被覆してからマッドガード1をスプレー塗装する。また本発明の塗装システム45は、マスキング材20が被マスキング部F’に装着されて被マスキング部F’がマスキング材20により被覆された状態のマッドガード1をスプレー塗装する塗装ライン48と、スプレー塗装された後のマッドガード1を乾燥させる乾燥ライン51と、塗装ライン48から乾燥ライン51にマッドガード1を搬送する第二搬送装置55bとを備えたものである。
(もっと読む)
作業用保護カバーの製造方法およびそれを使用した製品の組み立て作業方法
【課題】 製品組み立て工程において、作業中に該製品を構成する物品の被保護面が治具、工具、部品等によって傷付くことを防止するための保護カバーを金型を使用することなく簡単に製造する。
【解決手段】 作業用保護カバーは、製品が自動車の車体11であり、対象とする物品がフェンダー12であり、被保護面がフェンダー12からボンネット13側縁にかけた面である場合、熱可塑性シート原反1を加熱して軟化させた状態で被保護面に被着し、押圧治具4を該熱可塑性シート原反1の上から押圧し、該熱可塑性シート原反1を該被保護面に圧着することによって、該熱可塑性シート1を該被保護面に沿った形状に成形し、その後冷却して製造される。
(もっと読む)
作業用保護カバー、その製造方法および製品の組み立て作業方法
【課題】 製品組み立て工程において、作業中に該製品を構成する物品の被保護面が治具、工具、部品等によって傷付くことを防止するための保護カバーを金型を使用することなく簡単に製造する。
【解決手段】 作業用保護カバーは、繊維シートに最低造膜温度20℃以上、ガラス転移点15℃以上の熱可塑性樹脂を含浸又は塗布した厚み0.2mm以上の表皮層と、該表皮層の内側に配されている厚み1mm以上のクッション層とからなる複層シートを材料とし、物品の被保護面に沿った形状を有し、スプリング式硬さ試験A形により測定した表面硬さ(JIS K 6301)が30Hs以上である。該作業用保護カバーは、該複層シートを加熱してその表皮層を軟化状態において該被保護面に圧着し、該被保護面に沿った形状に成形し、その後冷却して製造される。そして、該作業用保護カバーを物品の被保護面に被着した状態として、この状態で製品組み立て作業を行う。
(もっと読む)
多孔質材加工用樹脂組成物および成形多孔質材の製造方法
【課題】 本発明の課題は、成形樹脂含浸多孔質材の表面に樹脂光沢が発生することを防止することにある。
【解決手段】 多孔質材の表面に塗布または多孔質材内部に含浸または混合せしめる熱硬化性樹脂であり、該熱硬化性樹脂には樹脂分に対して5質量%以上のコロイダルシリカが添加されている多孔質材加工用樹脂組成物を多孔質材の表面に塗布、含浸、または混合する。該樹脂組成物はコロイダルシリカが添加されているため、該樹脂含浸多孔質材をプレス成形して、表面に該樹脂組成物が滲出しても、樹脂光沢が発生しない。
(もっと読む)
塗装装置
【課題】 部品の所定個所をマスキング治具によって保護してつつスプレー塗装を施す塗装工程を合理化する。
【解決手段】 部品Bの所定個所aを保護するマスキング治具6に樹脂製カバー61あるいは樹脂製部材16を取付ける。該樹脂カバー61や該樹脂製部材16は塗装後には該マスキング治具6から取はずし、簡単に更新することが出来る。
(もっと読む)
マスキング方法
【課題】本発明は、凹部や孔部を有する部材に塗装を施す際、塗装部分と非塗装部分との境界の見切り線を明確に仕上げることを課題とする。
【解決手段】周縁に全周的または部分的に立壁3,3Aを有する被保護面5,5Aに下面に粘着層8を有するマスキングシート6を貼着して該被保護面5,5Aを塗装から保護した上で塗装を施して該立壁3,3Aから被保護面5,5Aにかけて塗膜Cを形成し、該塗膜Cを加熱キュアーする場合、該マスキングシート6の端縁と該立壁3,3Aの立上り縁4,4Aとの間隔を0.1〜2mmに設ける。このように設定すると、塗膜Cの加熱キュアー時に該マスキングシート6端縁において塗膜Cが明確に切断される。
(もっと読む)
マスキング材
【課題】本発明の課題は、マスキング対象部材の貫通孔内が塗料によって汚染されることを確実に防止することにある。
【解決手段】マスキング対象部材1の貫通孔2に取付けられるマスキング材30に該貫通孔2に嵌着する嵌合突部31,32,33,34,35,36,62,63,64,65,66,67を設け、該嵌合突部31,32,33,34,35,36,62,63,64,65,66,67の全縁的または部分的に設けた凸縁部40,41A,43A,46A,48,51,54,68,69,73,74,75,83A,84Aによって該貫通孔2の奥端周縁部を被覆して、スプレー塗装の際、該マスキング対象部材1の裏側にまわり込んだ塗料ミストが該貫通孔2の奥端から内部に侵入することを防止する。
(もっと読む)
41 - 50 / 78
[ Back to top ]