
宇部興産機械株式会社により出願された特許
111 - 120 / 268
押出プレス
【課題】本発明は、直行型のビレットローダを用いても品質の優れた押出製品の生産性が向上し、且つ、設備の設置スペースを最少化してスペース生産性が向上する押出プレスを提供することを目的とする。
【解決手段】2つ割りのシールブロックを閉じた時前記シールブロックの当接面に貼着したシール部材と前記シールブロックの内周面に設けたシール部材とを介して前記シールブロックの当接面と押出ステム又はフィックスダミーブロックの外周面に密接させ得るようにし、前記シールブロックのコンテナ側端面に設けたシール部材をコンテナのステム側端面に押圧して密接させ得る押圧手段を押出方向に移動自在に備え、前記シールブロックを押出ステムの軸線方向と交差方向に揺動して開閉自在に設けるとともに、前記シールブロックが開いた状態で前記押出ステムの軸線方向と交差方向に移動自在に設けた。
(もっと読む)
押出プレス及び押出プレスの制御方法

【課題】押出工程において押出作用力が変化しても常に一定のコンテナシール力をコンテナとダイスの間に与えて均一な形状の押出製品が得られ、もって製品歩留まりを向上させることができ、かつ、押出に際してエネルギーの消費量が少ない押出プレス及び押出プレスの制御方法を提供する。
【解決手段】メインシリンダ装置によりコンテナに装填したビレットをダイスから押出す際に、メインシリンダの負荷圧力を検出し、該検出した負荷圧力と予め定めた基準圧力との偏差を算出するとともに、該算出した偏差に基づきコンテナシール力の制御手段30に出力することで押出工程の進行に伴って減少してダイスに作用する前記コンテナシール力を一定となるよう、1軸の出力により前記コンテナシール力を加減制御可能とした複数のコンテナシール力の制御手段30と、専ら前記コンテナの前後進移動用にのみ供するコンテナの複数の移動手段28をエンドプラテン10に設けた。
(もっと読む)
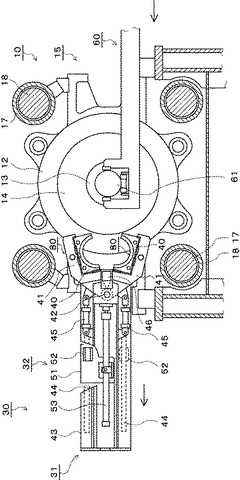
射出成形機のステーショナリプラテン
【課題】プラスチック製品を成形する射出成形機において、型締時のステーショナリプラテンの変形を小さくし、成形品にバリが発生することを防止する。
【解決手段】ステーショナリプラテン12は、円筒部材の射出装置側に、内側にロングノズル41のみを挿通することができる大きさのノズル挿通穴12dを持つ強度リブを設ける。ロングノズルは先端が金型と接触した状態で、ステーショナリプラテンとバレルヘッド42に取り付いている部品が接触しない長さとする。
(もっと読む)
表面温度測定装置用測定窓
【課題】金型鋳造設備の稼動中に、前記金型鋳造設備の操作側の安全ドアの外から、安全かつ簡便に、金型キャビティ表面の表面温度を測定可能とする手段を提供する。
【解決手段】金型を使用する金型鋳造設備において、オペレーターのいる操作側の安全ドアに、金型を開いたときに、パーティングライン上でなく、固定金型側および可動金型側の金型キャビティ表面の表面温度を、それぞれ測定可能な位置に配設された、少なくとも2箇所の表面温度測定装置用の測定窓であって、前記装置の先端部を前記測定窓に挿入するとき、前記装置の先端部を前記金型キャビティ表面に向けられるように、前記装置の先端部外寸より大きい寸法の開口部を有する表面温度測定装置用の測定窓を設ける。
(もっと読む)
押出プレスのフィックスダミーブロック端面潤滑装置
【課題】押出のサイクル時間を短縮して生産性を向上させることのできるリアローディング型ショートストローク押出プレスに用いるフィックスダミーブロック端面潤滑装置を提供することを目的とする。
【解決手段】フィックスダミーブロック端面潤滑装置の焼き付き防止用固形潤滑材を保持する保持部材を、フィックスダミーブロックの端面に押付けられるように軸線方向に進退自在に、且つ、保持部材をフィックスダミーブロックの端面に対面した位置から対面しない外部の位置へ移動可能に構成し、フィックスダミーブロック端面への焼き付き防止用固形潤滑材の塗布を、押出プレスのステムの待機位置で行なうようにした。
(もっと読む)
ダイカストマシン用セキ折り装置
【課題】ダイカストマシンによって鋳造されたアルミニウム鋳造品の不要部分であるセキを、自動的に製品部分から取り除く、ダイカストマシン用セキ折り装置の提供。
【解決手段】ダイカスト鋳造品のビスケット部を押さえて固定するための鋳造品クランプ6と、流入部を折るための製品ハンマー8と、オーバーフローを折るためのオーバーフローハンマー17から構成され、鋳造品クランプは自己増圧式エアーシリンダによって駆動され、製品ハンマーは1個のモータによって直線的に位置決め制御されるとともに自己増圧式エアーシリンダによって駆動され、オーバーフローハンマーは2個のモータによって平面的に位置決めされるとともにエアーシリンダによって駆動される。
(もっと読む)
トグル式電動型締装置
【課題】設定型締力を変更しても、型開力を制御可能とした、トグル式電動型締装置を提供する。
【解決手段】トグル機構27におけるクロスヘッド32の位置xと、可動盤25の位置yとに基づく、トグル機構27のトグル倍率から、設定型締力に対応した型開き位置でのトグル倍率を把握して、このトグル倍率に基づいて型締めモータのトルクリミットを制御することで、型開力の上限値を制御するようにする。
(もっと読む)
竪型粉砕機
【課題】内部にセパレータを備えたタイプの竪型粉砕機により原料を微粉砕しようとすれば粉砕機内部に留まる粒径の小さな循環原料の割合が高くなる。そのような場合に、粉砕機内の原料が嵩高く滑りやすい状態になり、粉砕ローラの回転が不規則になって、異常振動が発生するという問題を解決する。
【解決手段】回転テーブル2と分級機構14との間に内部コーン30を配して、該内部コーン30の下端にスクリュコンベヤ部を設けることにより、内部コーン30で捕集した粗粉をスクリュ羽根31で圧密してから回転テーブル2上に供給する。内部コーン30で捕集した粗粉を、スクリュ羽根31で一旦、圧密することにより、脱気して嵩を低くしてから、回転テーブル2上に供給することができる。その結果、回転テーブル2上の原料層は、粉砕ローラで粉砕される際においても、従来技術のような急激な容積変化は起こさないので、異常振動を抑制できる。
(もっと読む)
押出プレス
【課題】本発明は、押出動作における各シリンダの減速時及び圧力降下時の油圧エネルギーを回収して再利用することで、パイロット圧力や低圧で駆動されるシリンダラインへ圧油を供給する補助ポンプを駆動する電力の消費を削減して、エネルギー消費量の少ない押出プレスを提供することにある。
【解決手段】サイドシリンダ後退、シャーシリンダ上昇及びコンテナシリンダ前進の各動作における減速時と押出終了後のメインラム降圧時に、アキュムレータと前記各シリンダ及びメインラムとの管路に設けた電磁弁を開き前記各シリンダの減速動作時及びメインラム降圧時に得られる油圧エネルギーを回収して前記アキュムレータに蓄圧するとともに、前記アキュムレータの圧力を検出し、該検出した圧力が所定の圧力よりも低い場合には油圧ポンプを駆動して油圧エネルギーを前記アキュムレータに蓄圧するようにしてエネルギー消費量を削減する。
(もっと読む)
型内被覆成形用金型
【課題】 立ち面を有する形状の樹脂成形品を成形するため突起部を配した型内被覆成形用金型においては、樹脂が収縮しても、樹脂成形品と突起部の間に塗料を注入するための隙間を形成することができないため、立ち面内側の表面を塗料により被覆することができなかった。
【解決手段】 型内被覆成形用金型において、立ち面形成部の反突起側にリブ形成部を加工して設けることで、成形したリブを中心として樹脂を冷却収縮させることができ、樹脂成形品の立ち面と金型突起部との間に隙間を生じさせることによって、塗料による被覆が可能になる。本発明によれば、立ち面内側を被覆するに際して、複雑な可動式入れ子構造の金型を使用する必要性はなく、また、金型チェンジなどと言った高価な設備、工程も必要ないといった優れた利点を有する。
(もっと読む)
111 - 120 / 268
[ Back to top ]