
宇部興産機械株式会社により出願された特許
121 - 130 / 268
竪型粉砕機
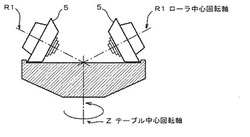
【課題】 内部にセパレータを備えたタイプの竪型粉砕機により原料を微粉砕しようとすれば粉砕機内部に留まる粒径の小さな循環原料の割合が高くなる。そのような場合に、粉砕機内の原料が嵩高く滑りやすい状態になるため、粉砕ローラの回転が不規則になって、異常振動が発生するという問題を解決する
【解決手段】 回転テーブル上に回転自在な粉砕ローラと補助ローラとを配置し、該補助ローラにより嵩高いテーブル上の原料を脱気してから粉砕ローラで粉砕する。その際には、該補助ローラの中心回転軸を仮想的に延長した線が、テーブル上面において、テーブル中心回転軸と一致するように構成することにより、該補助ローラにより脱気する際において、該補助ローラの大径側と小径側ともに回転テーブルの回転速度に近似した速度となるため、該補助と原料層との間でスリップ現象が生じにくく、効果的な脱気が可能となる。
(もっと読む)
型内被覆成形用金型の製造方法及び塗料ウエルドラインの解消方法。

【課題】 型内被覆成形時に発生する塗料によるウエルドラインを効果的に防止できる型内被覆成形用金型の製造方法と、塗料ウエルドラインの解消方法を提供する。
【解決手段】 金型キャビティに周設したシェアエッジ構造の嵌合部にて外部への樹脂漏れ等を防止する型内被覆成形用金型を使用する型内被覆成形において、金型キャビティと該嵌合部の間に薄肉部でキャビティと連通する捨てタブ部を形成し、金型キャビティで成形した型内被覆成形品に塗料ウエルドラインが生じた場合に、塗料ウエルドラインに近接する薄肉部の肉厚が大きくなるよう金型を加工する。
本発明であれば、塗料ウエルドラインを解消するための必要な捨てタブを効率的に金型加工することができ、また、塗料ウエルドラインを捨てタブ内に効果的に誘導して、塗料ウエルドラインによる製品の欠陥を解消できる。
(もっと読む)
成形用金型
【課題】成形用金型の金型構成に制約されることなく所望する位置にガス抜き穴を配することができるとともに、構造が簡略化されて安価である半押込構造の成形用金型を提供すること。
【解決手段】キャビ型とコア型とが嵌合自在に構成され、型閉じしてキャビティが形成される半押込み構造の成形用金型であって、前記コア型の前記キャビ型と嵌合する所定位置にエアーベントを型開閉方向に、抜き溝を型開閉方向と交差方向にそれぞれが連通するように設け、前記キャビ型の前記コア型と嵌合する所定位置に前記エアーベント及び抜き溝を介してキャビティ内のエアーを排出する通路を設けた。
(もっと読む)
押出プレスのコンテナ装置
【課題】コンテナの長手方向及び径方向の温度を均一化して制御することができる押出プレスのコンテナ装置を提供すること。
【解決手段】コンテナ外周面及び端面に加熱手段を備え、径方向に上部と下部及び長さ方向に複数個所分割し、該分割した各ゾーンそれぞれを温度制御自在とするとともに、内部に冷却手段を有する押出プレスのコンテナ装置において、前記コンテナ内部の冷却手段を、前記コンテナを分割した上部と下部それぞれ独立して温度制御自在に設けた。
(もっと読む)
成形用金型
【課題】成形用金型の金型構成に制約されることなく樹脂の充填完了まで樹脂表面にカウンター圧力を均等に作用させることのできる成形用金型を提供する。
【解決手段】コア型とキャビ型とが嵌合自在に構成され、型閉じして形成されるキャビティと金型外部との通気が制限されたガスカウンタープレッシャー成形方法に用いる半押し込み構造の成形用金型であって、前記コア型の前記キャビ型と嵌合する所定位置にキャビティに開口した浅溝を型開閉方向に、給排溝を型開閉方向と交差方向にそれぞれが連通するように設け、前記キャビ型の前記コア型と嵌合する所定位置に前記浅溝及び給排溝を介して前記キャビティ内にガスを給排する通路が設けられるとともに、金型外表面に設けた前記通路の接続口がガスを供給する圧力源に接続されて、金型の型閉じ状態において前記キャビティ内を加圧自在とした。
(もっと読む)
成形用金型
【課題】金型の補修が容易で、構造が簡略で安価であり、且つ、嵌合隙間より成形空間内のガスの漏れ出しや樹脂成形材料の漏れ出しを最少化することのできる半押し込み構造の成形用金型を提供すること。
【解決手段】成形空間を有した状態で、嵌合自在に構成した固定型と可動型とからなる半押し込み構造の成形用金型であって、嵌合時に嵌合位置となる前記固定型又は可動型のいずれか一方の型部材と一体で形成した部位に低温溶融金属溶着を施した。
(もっと読む)
トグル式型締装置の型締力制御方法
【課題】モータの最大負荷特性に沿って、回転数を最大に制御することで、型締めに要する時間の短縮化が可能で、サイクルタイムが向上するトグル式型締装置の型締力制御方法を提供する。
【解決手段】型締め工程中に、金型18の接触状態からクロスヘッド17をさらに動作させ、型締力を上げる際、回転数可変型ポンプモータ38の回転速度を最大限に上げるべく、回転数可変型ポンプモータ38の電流値からトルクを検出し、回転数可変型ポンプモータ38における最大負荷特性に沿って回転数可変型ポンプモータ38の回転速度を制御するようにした。
(もっと読む)
アキュムレータのチャージ方法
【課題】 ダイカストマシンの射出シリンダを動作するアキュムレータの蓄圧方法であり、油圧ポンプを駆動する回転数可変型モータの特性、能力を効率的に利用し、畜圧に要する時間を短くする。
【解決手段】 回転数可変型モータにより油圧ポンプを駆動し、高圧の作動油を吐出してアキュムレータを畜圧する際、油圧ポンプからの吐出圧力が小さく回転数可変型モータの負荷トルクが小さい時は最大の回転速度で回転し、吐出圧力が大きくなるにともなって負荷トルクが大きくなると、回転数可変型モータの負荷特性に沿い回転速度を制御する。
(もっと読む)
油圧動作システムの制御方法
【課題】リリーフ弁の設定圧力を補正し、速度(流量)に影響することなく、油圧回路内の圧力を所定圧力以内に維持可能な、油圧動作システムの制御方法を提供する。
【解決手段】油圧駆動源5により、作動油を貯留する油圧タンク6から、作動油を吸入して配管を通じて方向切換弁3、油圧シリンダ2に送り込み、油圧タンク6に戻す回路構成とする。
油圧駆動源5は、油圧ポンプ8と回転数可変型ポンプモータ9とから構成される。
予め油圧シリンダ2の動作速度を、回転数可変型ポンプモータ9の回転数を制御することで、設定するようにし、リリーフ弁4の設定圧力を、対応した値に補正しておくことで、油圧シリンダ2を所定の圧力内で動作できるようにする。
(もっと読む)
型締装置
【課題】安定した停止精度を実現して、型締動作のサイクルロスを最小化し、エネルギロスを防止できる、型締装置を提供する。
【解決手段】型締装置は、タイバー及びハーフナットと協働して金型を押圧する型締シリンダ25と、型締シリンダに作動油を供給する油圧回路40と、油圧回路40を制御する制御装置60とを備える。油圧回路は、電動サーボモータにより駆動される油圧ポンプ42を具備しており、油圧ポンプの吐出流量は可変である。型締シリンダを作動させて、タイバーとハーフナットとを嵌合させることにより、型締動作は可能になり、1番目の型締シリンダに対応する前記嵌合が実施されると、電動サーボモータの回転数を所定分減少するように制御する。2番目の型締シリンダの嵌合以降も同様な制御が実施される。
(もっと読む)
121 - 130 / 268
[ Back to top ]