
宇部興産機械株式会社により出願された特許
141 - 150 / 268
射出成形機等における安全扉自動開閉装置及び制御方法
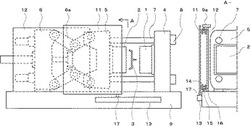
【課題】 安全扉の開閉に要する待ち時間を短くするため、開閉速度や開き位置の設定が自由(任意)でかつ制御可能であり、さらにタッチスイッチが不要な安全扉自動開閉装置およびその制御方法を提供する。
【解決手段】 安全扉自動開閉装置は、フィードバック制御が可能な電気式モータ及び回転直線運動変換機構により構成され、安全扉の開き位置及び開閉速度の任意設定とその制御が可能とする。そして、成形工程時は、成形品の取り出しに対応した安全扉の開き位置を設定し、開閉動作を制御する。さらに、閉動作中に安全扉が作業者や障害物と接触したことを、電気式モータのトルク負荷により検知し、閉動作を即座に停止する。
(もっと読む)
押出プレスの排気押出方法

【課題】バープサイクルの工程時間を短縮するとともに、押出開始前にコンテナ内の脱気を十分に行うことができる押出プレスの排気押出方法を提供する。
【解決手段】ビレットをコンテナ内に挿入してアプセットした後のバープサイクルにおいて、コンテナ内壁のダイス側端面部に滞留した圧縮空気を排気する際のステムは、ビレットを介して後退するコンテナで押動して後退させ、圧縮空気を排気後のコンテナは、ビレットを介して前進するステムで押動して前進させる押出プレスの排気押出方法。
(もっと読む)
脱硝装置および脱硝方法
【課題】ロータリキルンで発生する排ガス中のNOxを安価に低減すること。
【解決手段】ロータリキルン10の窯内へ投入する原料を供給する原料供給装置20にて、添加ポイント16において脱硝用添加剤添加装置15から散布された脱硝用添加剤を拡散混合する。脱硝用添加剤が拡散混合された原料は、原料供給装置20から窯内へ直接投入され、ロータリキルン10の長さ方向の中間近傍位置にあるNOx低減効果の高い適性温度域まで到達しNOxの発生量を低減する。
(もっと読む)
脱硝装置および脱硝方法
【課題】ロータリキルンで発生する排ガス中のNOxを安価に低減すること。
【解決手段】ロータリキルン10の窯内へ原料供給装置20から原料を投入し、この窯内におけるNOx低減効果の高い適正温度域APの箇所へ、回転継手90を介して連結された第1および第2配管部70,80を介して脱硝用添加剤供給装置によって脱硝用添加剤を噴霧する。第1配管部70は、キルン回転軸Pと同軸配置され、第2配管部80は、窯尻12側にてキルン回転軸P側からキルン外周側へ延設されるとともに、このキルン外周側からロータリキルン10の長さ方向に沿って固定され、かつ適正温度域APの箇所でキルン外周側から窯内へ貫通配置される。
(もっと読む)
計量中断サックバック
【課題】 近年、成形サイクルタイムの短縮を図るため、計量工程の途中であっても型開工程を開始するいわゆる複合動作が頻繁に行われるようになった。
しかしながら、ホットランナーは装備しているがバルブゲートは未装着である金型を用いて成形する場合、計量工程の途中で金型を開くと「樹脂ダレ」や「糸引き」が発生し、それを取り除くために成形運転を一時停止する必要が生じるので、複合動作を行うことができなかった。
【解決手段】 射出・保圧工程が完了すると冷却工程と計量工程を同時に開始し、計量工程より先に冷却工程が完了した場合、スクリューの回転を停止するとともにシャットオフバルブを開き、スクリューを一定距離後退(サックバック)させ、シャットオフバルブを閉じ、その後残りの計量工程と型開工程を同時に開始することとした。
(もっと読む)
ダイカストマシンの昇圧アキュムレータ用ブースタ及び制御方法
【課題】 近年のダイカスト鋳造業界では、鋳造品の高品質化のため、高速射出と高い昇圧圧力が実現できるコンパクトな射出装置が要望されている。
【解決手段】 射出ピストンの動作により溶湯を金型キャビティへ射出充填する充填工程中に、射出ピストンのヘッド側へ作動油を供給する充填用アキュムレータと、充填工程完了後の昇圧工程中に射出ピストンのヘッド側へ蓄圧された高圧の作動油を供給する昇圧用アキュムレータと、昇圧用アキュムレータに高圧作動油を畜圧するためのブースタと、ブースタを動作させるための昇圧用アキュムレータ畜圧弁とを備えたダイカストマシンの射出装置であって、ブースタは1つのヘッド室と2つのロッド室からなるブースタ本体と、両ロッド式のブースタピストンとから構成され、ブースタピストンの往復運動にともない2つのロッド室から交互にかつ連続的に高圧の作動油を吐出可能である構造とした。
(もっと読む)
スプレーノズル
【課題】固化する可能性のある流体を噴射するスプレーノズルにおいて、煩雑な作業や制御を行うことを必要としないで目詰まりを防止する。
【解決手段】第1の流体を噴射するための第1の噴射孔(45)と、第2の流体を噴射するための第2の噴射孔(184)と、第1の流体が流入する第1の流体入口(231)と、第1の流体入口に流体連絡していて且つ第1の流体が流出する第1の流体出口(232)と、第1の噴射孔を開閉可能な、ニードル(7)とを具備する2流体噴射のスプレーノズル(1)が開示される。第1の噴射孔が、閉じられている時においても、第1の流体は、スプレーノズルと第1の流体の供給源との間で循環する。
(もっと読む)
アルミニウム複合部品鋳造用金型及びそれを用いた鋳造方法
【課題】金型内に予め設置されたプリフォームがアルミニウム溶湯含浸時の圧力によって破壊や変形することなく、プリフォームの空隙内のエアーを連続して確実に排出し、プリフォームにアルミニウム溶湯を均一含浸させることが可能なアルミニウム複合部品鋳造用金型及びそれを用いた鋳造方法を提供する。
【解決手段】アルミニウム複合部品鋳造用金型において、アルミニウムの溶湯が注入されるキャビティの上面をその底面によって規定され、該底面のうちキャビティ内に収容される強化材からなるプリフォームが当接するプリフォーム接触面に複数のエアーベント用の溝が形成されるとともに、これら溝に連通される押出ピン挿入用の押出ピン孔が形成された第1金型と、該第1金型の底面に型締されることによって第1金型の底面とともに前記キャビティを規定する第2金型と、前記押出ピン孔に、前記エアーベント用の溝と連通可能なクリアランスを形成した状態で進退自在に挿入される押出ピンとを備える。
(もっと読む)
ダイカストマシンの射出装置及びその制御方法
【課題】 近年のダイカスト鋳造業界では、鋳造品の高品質化や薄肉大型化、さらにはコストダウンを目的とした多数個取り等の高度な鋳造技術が求められようになってきている。このような鋳造を実現するために、高速射出速度が10m/sec程度のいわゆる超高速の射出工程が実現でき、かつ、高加速度、高応答の動作、制御が実現できる射出装置が要望されている。
【解決手段】 低速射出工程と高速射出工程と昇圧保持工程とは、それぞれ別の油圧供給源からの作動油により駆動され、高速射出工程の油圧源は高速射出工程用のアキュムレータであり、高速射出工程用のノンリーク式サーボバルブのみを介して射出シリンダーのヘッド室と回路接続されている構成とした。
(もっと読む)
積層成形品の成形方法及び成形用金型
【課題】本発明は、金型構造が簡略化され、樹脂漏れが発生し難い積層成形品の成形方法及び積層成形に用いる金型を提供する。
【解決手段】2つのキャビティ面を有するスライド型を用いた1次成形及び2次成形におけるキャビティ内への溶融樹脂の充填が、固定型に設けた第1の樹脂流路を経由するととともに、可動型又は固定型のパーティング面に設けた第2の樹脂流路を介して行われるものである。
(もっと読む)
141 - 150 / 268
[ Back to top ]