
宇部興産機械株式会社により出願された特許
161 - 170 / 268
浮上式ベルトコンベヤ装置
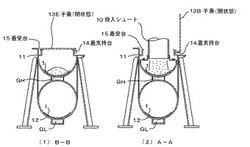
【課題】 移動式の投入シュートを配した浮上式ベルトコンベヤ装置において、トラフ内部の空気が機外に漏れ出さないように、開口部を狭くするとともに、密閉する空間の容積を小さくして効率化する。
【解決手段】 本発明による浮上式ベルトコンベヤ装置は、ベルト支承トラフ11上部に形成した開口部を閉止する蓋を、複数枚の子蓋から形成し、投入シュート10の移動に合わせて最小限必要な子蓋のみを開く構成としている。従って、投入シュート10が移動しても、それに対応して最小限の開口部しか開状態としないため、開口部の面積を最小限に抑えることができ、トラフ内部の空気が機外に漏れ出しにくい。また、本発明においては、前記子蓋を開いて形成した開口部についても、内蓋によりベルト支承トラフ内部と装置外部との間を遮断するため、密閉する空間の容積を小さくでき、該ガスがベルト支承トラフの開口部から漏れ出すのを最小限に抑えることができる。
(もっと読む)
ダイカストマシン

【課題】高真空式ダイカストマシンにおいて、チップ齧りを防止し、かつ潤滑剤がガス化して溶湯内に混入するのを防止する。
【解決手段】静止した固定金型(3)と、可動な可動金型(2)とを具備し、それらの間に形成されるは製品部(6)に溶湯(22)が射出されて製品が鋳造される、高真空ダイカストマシン(1)は、溶湯が貯められて製品部に流体連絡するスリーブ(8)と、溶湯を押圧するプランジャとを具備する。プランジャは、スリーブに嵌合して溶湯を押圧するチップ(9)と、駆動力をチップに伝達するプランジャロッド(10)と、チップ外周に設置されるピストンリング(11)とを具備する。マシン(1)は、ピストンリングに関してピストンロッド側において、ピストンロッド側の、スリーブ内面及びチップ外周に潤滑剤(37)を吹き付ける、スプレー潤滑装置(30)を更に具備する。
(もっと読む)
鋳造方法及びダイカストマシン
【課題】高真空での鋳造方法において、型内の真空度の達成状況と射出動作との関係を管理して、鋳造製品の安定した量産の継続を可能にする。
【解決手段】鋳造方法は、空鋳込み時において、製品部(6)に直接的に流体連絡して型内真空度を計測可能な型内真空度計測センサー(35)により計測する型内真空度と、製品部(6)からガスを排出する流路(17,18)において金型(2,3)付近に設けられた、真空バルブ(12)の下流側に設置されて流路真空度を計測可能な真空度計測センサー(32)により計測する流路真空度とにより、流路真空度を型内真空度に実質的に一致するように補正する補正手順と;実鋳造時において、通路(36)を遮蔽して、真空度計測センサーにより流路真空度を計測する計測手順において、真空度計測センサーで計測された流路真空度を、補正手順により補正して管理する管理手順とを具備する。
(もっと読む)
射出成形機用スクリュ、射出成形装置及び射出成形方法
【課題】 樹脂の流路を自在に開閉でき、又その樹脂の流路がシンプルな構造の逆止リング開閉機構を備えた射出成形用スクリュ、射出成形装置及び射出成形方法を提供する。
【解決手段】 逆止リング開閉機構を備えた射出成形機用スクリュ1において、逆止リング5のヘッド部側の端面に、スクリュ軸方向に対して所定の角度を持って傾けられた突起部5Aを形成するとともに、突起部5Aに係合して、突起部5Aがスクリュ軸を中心に回転することにより摺動し軸方向に移動する溝2Cをヘッド部2Aに形成する。本発明は、前述の構成によって、スクリュ1を計量時の回転方向に回転させると逆止リング5がシールリング3から離間する方向に移動し、スクリュ1を該回転方向と逆の方向に回転させると逆止リング5がシールリング3に当接する方向に移動することにより、樹脂の流路を自在に開閉でき、又その樹脂の流路もシンプルな構造である。
(もっと読む)
鋳造方法及びダイカストマシン
【課題】高真空鋳造において発生する飛び湯現象を抑制することが可能なダイカストマシン及び品質の良い鋳造品を得る鋳造方法を提供する。
【解決手段】真空鋳造ダイカストマシンにおいて、可動金型2を固定金型3に係合させるとそれらの間に製品部6が形成され、製品部6に溶湯22を射出することにより製品が鋳造される。溶湯22が先ず貯められる貯湯室23を形成するスリーブ8内の溶湯22は、プランジャ9,10により押圧されて、ランナー20、ゲート19を介して製品部6に射出される。ランナー20の底面を構成する、分流子21の上面32は、スリーブ8の上部内面33よりも高くなるように構成される。
(もっと読む)
樹脂成形品の成形方法、樹脂成形品、型内被覆成形方法、及び型内被覆成形品
【課題】その表面に、金型キャビティ面の形状が精度良く転写されており、表面が綺麗で、熱収縮等によって部分的に厚みが薄くなっている等の不具合の少ない樹脂成形品を成形する方法を提供する。
【解決手段】金型キャビティに溶融樹脂を充填する第1の工程と、金型キャビティに溶融樹脂を充填した後に溶融樹脂の熱収縮に合わせながら金型キャビティの容積量を減少させ溶融樹脂を賦形して樹脂成形品を成形する第2の工程とからなり、第2の工程で金型を型締めする型締力が、第1の工程で金型を型締めする型締力の10〜50%である樹脂成形品の成形方法。
(もっと読む)
管状製品の押出方法およびその装置
【課題】ビレットにマンドレルを挿通する際、ダイスと押出ステムで狭持したビレットの軸心の位置ずれを防止する。
【解決手段】押出軸上のエンドプラテン22に取り付けたダイス34と、このダイス34に対向する押出ステム30との間で狭持したビレット26をコンテナ20内に挿通したのち、押出ステム30を押出し方向に移動させてビレット26を押出す管状製品の押出方法である。押出ステム30をダイス側に移動してビレット26を押出ステム30とダイス34との間で設定された狭持圧力で狭持して、挟持したビレット26に押出ステム30の内部からマンドレル38を挿通して生じる狭持圧力の反力に対し、押出ステム30を後退させて反力を解消し狭持圧力を維持するようにする。
(もっと読む)
間接押出プレス用ダイスのハンドリング装置
【課題】コンテナシェルの収容部を備えたダイス又はシールリングの効率的な交換を行う。
【解決手段】コンテナ内壁面のコンテナシェルを掻き取るシールリング22を着脱自在に備えたフィックスダイス24をダイステム20に固定して押出成形を行った後、シールリング22をプレス機外に取り出して交換する間接押出プレス用ダイスのハンドリング装置10である。本装置は押出プレスの押出軸心Sと交差する方向に進退移動し、シールリング22をダイステム20から取外し機外に取り出す第1のスライド60Aと、第1のスライド60Aと並列に配置し、新たなシールリング14をダイステム20に装着する第2のスライド60Bとを押出プレス内外に移動自在に備え、使用済のシールリング22をフィックスダイスから取り外した後、新たなシールリングをフィックスダイス24に取り付けている。
(もっと読む)
竪型粉砕機の制御方法
【課題】 竪型粉砕機に生じる異常振動を効果的に防止できる竪型粉砕機の制御方法と、その制御方法に用いるに好適な制御装置を提供する。
【解決手段】 竪型粉砕機1を停止させる際に、竪型粉砕機1に対する新規原料の供給を停止させるとともに、回転テーブル2を駆動する電動機2Mを定格回転数から徐々(例えば、ステップ状)に低下させることによって、異常振動を防止する。本発明によれば、竪型粉砕機の停止動作中に生じる異常振動を効果的に防止できる。
(もっと読む)
竪型粉砕機の制御方法及び竪型粉砕機
【課題】 運転中に生じる異常振動を効果的に防止できる竪型粉砕機の制御方法と、その制御方法に用いるに好適な制御装置を提供する。
【解決手段】 粉砕ローラ3を回転テーブル2に押し付ける油圧シリンダ8の緊張油圧を検出して、緊張油圧が、予め設定した設定値より規定値以上小さくなった場合に、回転テーブル2の回転数を減速してから緊張油圧を設定値まで上昇させるとともに、該緊張油圧が設定値まで上昇した後、回転テーブル2の回転数を減速前の速度になるまで増速させる。本発明によれば、一旦、設定値から規定値以上外れた緊張油圧を元の設定値まで回復させる際に発生しやすい竪型粉砕機の異常振動を効果的に防止できる。
(もっと読む)
161 - 170 / 268
[ Back to top ]