
宇部興産機械株式会社により出願された特許
11 - 20 / 268
押出プレス装置
【課題】油圧回路の構成と制御を簡略化して、装置の製作に掛かるコストの削減と、バープサイクルにおける工程時間の短縮を図ることができる押出プレス装置を提供する。
【解決手段】エンドプラテンと、ダイスと、コンテナと、コンテナ内のビレットを押圧するステムが先端に設けられたラムをメインシリンダに係合してステムが進退自在に配されるとともに、ラムが無負荷移動する際にメインシリンダ内への作動油の吸入とメインシリンダ内からの作動油の排出を行うプレフィルバルブを備えた押出プレス装置において、プレフィルバルブにバルブ開度の調整手段を設ける。
(もっと読む)
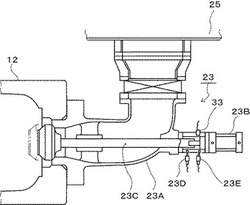
押出プレスのシャー装置

【課題】ディスカード切断工程のサイクルタイムを短縮するとともに、エネルギー効率に優れた押出プレスのシャー装置を提供する。
【解決手段】シャー刃移動シリンダとディスカード切断シリンダとをそれぞれ分離独立して設け、シャー刃移動シリンダによりシャー刃をディスカード切断位置に移動させた後に、ディスカードの切断力をディスカード切断シリンダ、係合手段、シャースライド、シャー刃を介して伝達する構成とし、シャースライドの上端部にディスカード切断シリンダのピストンロッドとシャースライドを係合する係合手段を備える。
(もっと読む)
押出プレス
【課題】コンテナストリップ力を増大させるとともに、エネルギー効率を改善した機長を短くして省スペース化したショートストローク型の押出プレスを提供する。
【解決手段】押出ステムを押出軸線方向に進退させる移動手段と、コンテナを押出軸線方向に進退させる移動手段をメインシリンダハウジングに備えた押出プレスにおいて、コンテナをダイスと離間する方向に単独又はコンテナの移動手段と協働して少なくとも4種の異なる移動動作を可能としたコンテナの押動手段を、メインシリンダハウジングに対向して配したエンドプラテンに設ける。
(もっと読む)
射出成形方法
【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
(もっと読む)
押出プレス
【課題】押出プレスにおける油圧回路を構成する油圧機器や油圧ポンプを駆動する電動機、制御機器などの動的・熱的疲労度合の不均一を解消し、前記各構成機器の動的・熱的疲労度合及び余寿命を平準化するとともに、省エネルギー効果に優れた押出プレスを提供すること。
【解決手段】複数台の可変容量型の油圧ポンプが並列に接続されて押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動制御する押出プレスにおいて、前記選択的に駆動制御される油圧ポンプの選択順序が、所定の成形サイクル数を完了したときに順送りするプログラムで制御される。
(もっと読む)
射出成形用金型
【課題】金型キャビティ内に先に射出充填された溶融樹脂の表面に形成されるスキン層(冷却固化層)が強固な場合においても、該溶融樹脂内に、他の流体を確実に充填・注入可能な射出成形用金型を提供する。
【解決手段】金型キャビティ内に、第1流体を流入させる第1流体流路と、第2流体を流入させる第2流体流路と、第2流体流路の金型キャビティ内に連通する開口部分に進退自在に配置され、前進状態においては、第2流体流路の開口部分をシールさせると共に、先端部を金型キャビティ内に所定量突出させ、後退状態においては、第2流体流路の開口部分を開放させると共に、先端部を前記金型キャビティ外に退避させ、先端部の形状が、その進退方向と直交する断面積を、その前進方向に漸次、減少させる形状であるシールピン機構と、を備える射出成形用金型によって達成される。
(もっと読む)
ダイカストマシンにおける流量制御弁の異常検知方法
【課題】 アルミニウム製品を鋳造するダイカストマシンの射出装置において、金型キャビティ内に溶融状態のアルミニウム溶湯を射出充填する際に、射出速度と溶湯圧力の制御を行なう流量制御弁の異常を、サイクル毎に検知する方法。
【解決手段】 サーボモータと回転直線運動変換機構によりスプールをダイレクトに動作する流量制御弁において、サイクル毎にスプールをメカ的な移動限まで動かし、その時にサーボモータのエンコーダにより検出された位置を、予め設定された原点位置と比較し、そのズレ量が許容範囲を超えた場合に、流量制御弁の異常と判定してオペレータに警告を発する。
(もっと読む)
回転金型支持装置
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、追加改造を少なくすることができる回転金型支持装置を提供する。
【解決手段】射出成形機1の固定盤5と可動盤6との間に配置され、第1案内部9により型開閉方向に移動可能に設けられた第1支持ブロック12と、前記第1支持ブロック12を鉛直方向に貫通する第1回転軸13の一端に固定された第1金型取付部11と、2つの伸縮可能なアクチュエータ14a,14bから構成され、それぞれの一端が、前記第1回転軸13の回転中心線に対して対称に連結され、それぞれの他端が前記固定盤5及び前記可動盤6のいずれか一方に、前記固定盤5及び前記可動盤6の中心線に対して対称に、回転可能に連結され、且つ、2つの前記アクチュエータ14a,14bが、それぞれ異なる水平面上を摺動するように配置された回転金型駆動機構14と、を備えた回転金型支持装置10によって達成される。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
射出成形方法、射出成形品及び射出成形用金型装置
【課題】 射出成形によって、従来技術にはない新しい風合いの意匠面を有した成形品を成形する。
【解決手段】 本発明の射出成形方法によれば、金型装置の中に、意匠面側の金型キャビティ面の温度が反意匠面側の金型キャビティ面の温度より高くなる高転写領域と、反意匠面側の金型キャビティ面の温度が意匠面側の金型キャビティ面の温度より高くなる非高転写領域とを形成して、金型キャビティ内に射出充填した樹脂の圧力が、射出完了後、1秒から7秒までの時間範囲内で、0Paとなるように成形する。
本発明は前述の方法によって、意匠面に金型キャビティ面が強く密着して高転写する領域と、密着しないことによって高転写しない領域を、同時に形成して、部分的に異なる風合い有する意匠面を備えた成形品を形成することができる。
(もっと読む)
11 - 20 / 268
[ Back to top ]