
宇部興産機械株式会社により出願された特許
201 - 210 / 268
射出成形制御装置
【課題】本発明は、ダイカストマシン等の射出成形時における射出用油圧シリンダに対する油圧制御において、速度制御工程から圧力制御工程を円滑かつ短時間で行うことができ、溶融材料に所定のメタル圧を加える制御装置を提供する。
【解決手段】切換バルブ18のPポートが、溶融材料を射出成形する油圧シリンダ11の第2油圧室R1に接続され、Aポートが、油圧源ACC1に速度制御弁16を介して接続されている油圧シリンダの第1油圧室H1に接続され、Bポートが、増圧時間制御弁17を介してタンクに接続され、切換バルブの可動スリーブに設けられた第1通路が該可動スリーブを摺動させてAポートに整合したとき、油圧シリンダを射出成形時の速度制御工程とし、可動スリーブを反対方向に摺動して可動スリーブの第2通路がBポートに整合したとき、第2油圧室に油圧源のみが接続され、油圧シリンダを射出成形時の増圧制御工程とした。
(もっと読む)
制御性に優れたハイブリッド射出装置

【課題】プランジャを簡単な駆動機構で駆動する小型・軽量で、制御性と保守性に優れた射出装置を提供する。
【解決手段】プランジャを駆動し溶湯を金型キャビティに充填する射出装置において、プランジャを連結した油圧制御機構に、該油圧制御機構をプランジャの進退方向に駆動する進退制御機構を設けたことを特徴とする制御性に優れたハイブリッド射出装置。
(もっと読む)
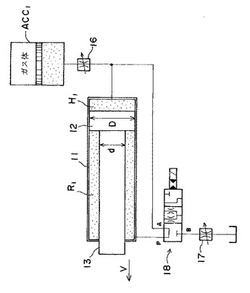
押出成形装置
【課題】アルミニウム合金などの押出プレスによる脱気押出成形に際し、所定の脱気通路を確保して脱気を十分に行って、コンテナ内の真空度にばらつきのない押出成形装置を提供する。
【解決手段】コンテナ端面および押出ステム外周面をシールするシール部材31とシール手段とを有する脱気手段を備えた押出成形装置の押出ステム18の先端部に、コンテナ内壁面と密接し得るフィックスダミーブロックを設け、フィックスダミーブロック19は、フィックスダミーブロック19の先端部が外径方向に広がり得るアウターリング42と、アウターリング42の内側にあってアウターリング42と排気弁装置50を構成するダミーコア44とを有し、アウターリング外周部には排気弁装置50の環状脱気通路に連通する脱気通路45を複数個設けて押出開始前にコンテナ内の空気を吸引脱気する。
(もっと読む)
押出プレスの押出成形方法
【課題】本発明は、ビレット押出ごとのコンテナ移動をなくし、複数のビレットを連続的に押出すことができる押出プレスの押出成形方法を提供する。
【解決手段】外表面が皮むき加工されてビレットを用い、ビレットを所定の長さに押し残して停止する第1の工程と、後位ビレットをコンテナに装填して前位ビレットを継ぎ押しし、後位ビレットを所定の長さに押し残して押出を停止する第2の工程と、次のビレットをコンテナ内に装填して前位ビレットを継ぎ押しし、後位ビレットを所定のディスカード長さに押し残して押出を停止する第3の工程とを有する。
前記の工程によりコンテナはダイスに当接して移動することがなく、ビレットは押し残しと継ぎ押しによって連続的に押出される。
(もっと読む)
攪拌乾燥装置
【課題】 粘土等のように凝集力が強く、攪拌乾燥中に造粒して乾燥不十分になりやすい原料を乾燥する場合においても、効率よく乾燥できる攪拌乾燥装置を提供する。
【解決手段】 攪拌乾燥装置に備えた2本のパドル軸において、その中の一本のパドル軸に備えたパドルの取り付け角度と、他のパドル軸に備えたパドルの取り付け角度を、異ならせて、並列する2本のパドル軸による原料の搬送速度を異ならせる。
本発明は前記構成によって、攪拌乾燥装置内で流動する原料の移動速度に差を生じさせるので、その結果、原料は、せん断力を受けて、造粒径が大きくならないので、凝集力が強い原料においても、その塊を充分に掻きほぐして、効率よく乾燥することができる。
(もっと読む)
型内被覆成形方法、型内被覆成形装置及び型内被覆成形品
【課題】 被覆の厚みを均一にすることを目的として、成形時の金型変形をコントロールするために、樹脂成形品の形状が決まる樹脂冷却時の型締力を、塗料硬化時における型締力と同一にするような型内被覆成形を行う場合において、発生しやすい成形品のひけと、金型よりの塗料漏れを防止する。
【解決手段】 塗料硬化時の工程(第4工程)において、初期の型締力を、少なくとも2段階以上の多段で昇圧して最終の型締力とするとともに、樹脂成形時の工程(第2工程)において、初期の型締力を降圧してから最終の型締力とする。
本発明によれば、塗料硬化時の工程において、型締力が高くなる際には金型内の塗料は粘度が高くなって流れにくくなった状態となっているため、金型から塗料が漏れ出しにくく、また、樹脂成形時の工程においても製品がひけにくい。
(もっと読む)
電磁ブレーキ式定張力発生装置
【課題】リールの回転を停止することなく、線状材料のリール上の巻き径の減少に応じて変化する線状材料の張力を一定の目標値に保つ。
【解決手段】制御手段22により、回転軸12aがリール14の回転軸と連結されたモータ12の、端子間の短絡電流を、PWM制御に係るスイッチング素子20を用い任意に制御して、モータ12に発生する制動力を調整する。そして、線状材料16のリール14上の巻き径の減少に応じて変化する線状材料16の張力を、満巻き状態から巻芯に至るまで、常に一定の目標値に保つ。線形材料の張力を調整するための、リールの制動力の調整機構が、機械的調整手法による必要がないので、機械系部品の交換が必要なく、また、リールの回転を停止することなく制動力を調整することが可能であることから、線状材料16の張力を、常に最適値に保つことができる。
(もっと読む)
電流センサレスモータ制御装置
【課題】電流センサを用いずにモータ制御を良好に果たすことができ、かつ低廉化を図ることができる電流センサレスモータ制御装置を提供する。
【解決手段】モータ2及び負荷10に係る機械定数とモータ角速度wとを含む機械系状態方程式並びにモータ2に係る電気定数とモータ角速度とを含む電気系状態方程式に基いて、モータ角速度wと電圧指令va*との関係について電流成分を含まないで表示する伝達関数を求め、該伝達関数、モータ角速度wと電圧指令とを含む伝達関数演算式を用いて、モータ角速度w*を入力信号として得られる電圧指令va*を求め、電圧指令va*を電圧供給手段3に出力する。このため、モータを制御する上で電流センサ及び推定電流が不要となり、この分、装置の低廉化を図ることができる。
(もっと読む)
燃料電池用セパレータの製造方法
【課題】金型内のキャビティに導電性樹脂を射出して固化することで燃料電池用セパレータを製造する方法であって、キャビティ全体に樹脂を均一に充填することができ、良好な品質の燃料電池用セパレータを製造する。
【解決手段】本発明の燃料電池用セパレータの製造方法では、キャビティの容積を拡張させながらキャビティ内に導電性樹脂を充填する(ステップ40)。次いで、キャビティ内への導電性樹脂の充填完了前または充填完了後の所定のタイミングで、キャビティの容積をセパレータの容積と同一となるようにして、キャビティ内に充填された導電性樹脂を加圧する(ステップS42)。
(もっと読む)
射出成形装置および射出成形方法
【課題】 難流動性材料を金型内に射出して未充填部無く薄板形状に成形できる射出成形装置および射出成形方法の提供。
【解決手段】(1)難流動性材料Aを金型10内に射出プレス成形する射出成形装置であって、射出中のある時点における難流動性材料Aの射出させるべき衝突跳ね返り飛散距離を推定し、衝突跳ね返り飛散距離Lと射出速度IVとの対応関係のうち前記推定した衝突跳ね返り飛散距離に対応付けられた射出速度を特定し、当該特定した射出速度にて射出する射出成形装置。(2)難流動性材料Aの衝突跳ね返り飛散距離Lを、キャビティ13への射出速度IVで換算し、キャビティ13の外周部から順次内部に向って難流動性材料Aが充填されるように設定した射出速度パターンに基づいて、第1の型締位置12bで難流動性材料Aをキャビティ13内に射出充填し、充填完了前あるいは完了後の任意のタイミングで最終型締位置12cに移行させる射出成形方法。
(もっと読む)
201 - 210 / 268
[ Back to top ]