
宇部興産機械株式会社により出願された特許
41 - 50 / 268
金型内塗装用金型及び金型内塗装方法
【課題】 2色の樹脂から構成され透明状のクリヤ塗装で覆われた外観性に優れた樹脂成形品を、効率的に製作できる金型とその成形塗装方法である。
【解決手段】 共通金型と第一成形金型を閉じ合わせ、間に形成される第一キャビティ内に溶融状態の樹脂を射出充填し、冷却固化して、第一成形品を成形する。共通金型と第一成形金型を開き、共通金型が第一成形品を保持した状態で、共通金型と第二成形金型とを閉じ合わす。共通金型と第二金型と第一成形品との間に形成される第二キャビティ内に、溶融状態の樹脂を射出充填し、冷却固化して、第一成形品と固着した第二成形品を成形する。第二成形金型を開き、第二成形金型と第一成形品およびと第二成形品との間に隙間を形成し、隙間内に塗料注入機から塗料を注入する。注入完了後、第二成形金型を型閉じ方向に前進させ塗料に型締力を負荷しながら硬化させる。
(もっと読む)
ガスアシスト成形用金型及びガスアシスト成形方法

【課題】キャビティ内に供給した加圧ガスが金型の分割面から金型外部、又は金型キャビティ成形品意匠面側に漏れ出すことを防止したガスアシスト成形用金型及びガスアシスト成形方法を提供すること。
【解決手段】加圧ガスが漏れ出すことを防止するシール部材が、一体的且つ全体的に亘って成形品の外周部近傍に形成され、シール部材は溶融樹脂をキャビティ内に射出充填することで成形品と一体的に形成されるとともに、成形品の冷却収縮により移動して、キャビティ面に当接して加圧ガスのシール部を形成するシール部材の形成溝を、非意匠面側キャビティ面に設ける。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 表面が部分的にあるいは多色で塗装され、その塗装境界線が明確で外観が美しい樹脂成形品を、金型内で成形塗装する。
【解決手段】 樹脂成形用金型と共通金型が閉じ合わさった状態で間に形成されるキャビティ内に、溶融状態の樹脂を射出充填し、その後冷却固化することにより、樹脂成形品を成形することが可能であり、さらに、共通金型が樹脂成形品を保持した状態で塗膜形成用金型と閉じ合わさり、樹脂成形品と塗膜形成用金型の間に塗料を入れる隙間が部分的に形成され、その隙間に塗料注入機から塗料を充填し硬化させることにより、樹脂成形品の表面を部分的に塗装することが可能である、金型内塗装用金型。その金型を用い、樹脂成形品の成形とその表面の部分的あるいは多色の塗装を金型内で行なう。
(もっと読む)
多層成形用金型及び多層成形用金型の交換方法
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、射出成形機への追加改造を最小にすることができ、更には、1組の金型として型締装置から容易に着脱可能な多層成形用金型及び多層成形用金型の交換方法を提供する。
【解決手段】第1金型と第2金型と中間金型とを備えた多層成形用金型において、前記中間金型が、複数のガイド手段により、前記第1金型と前記第2金型とに対向して移動可能に支持された回転金型支持部と、前記回転金型支持部に回転可能に支持され、少なくとも2つの金型分割面を有する回転金型部と、前記回転金型部を前記回転軸周りに回転させる回転手段とから構成され、前記中間金型を前記第1金型と前記第2金型とに対向して移動させる中間金型移動手段が、前記第1金型、前記第2金型及び前記中間金型の少なくとも1つに配置されることを特徴とする多層成形用金型によって達成される。
(もっと読む)
固体燃料の製造方法及び竪型ローラミル
【課題】固体バイオマスとしてパームカーネルシェルを用い、これと石炭とを石炭粉砕機で効率的に混合粉砕する固体燃料の製造方法を提供する。
【解決手段】石炭と、パームカーネルシェルとを竪型ローラミル4に供給して混合粉砕することにより固体燃料を製造する方法であって、前記竪型ローラミル4のローラの面圧を5.8〜10.5kg/cm2の範囲で前記石炭とパームカーネルシェルとを混合粉砕することを特徴とする固体燃料の製造方法。
(もっと読む)
横型ダイカストマシン及びダイカスト鋳造方法
【課題】鋳造サイクルタイムと、後工程に要する時間と、金型交換に要する時間とを短縮することができ、生産性を向上することができる横型ダイカストマシン及びダイカスト鋳造方法を提供する。
【解決手段】対向する2つの金型取付盤を有する横型ダイカストマシンにおいて、前記金型取付盤の一方に取り付けられた金型と、前記金型取付盤の他方に取り付けられたダミー金型と、前記金型と組み合わされる少なくとも2つの回転金型と、前記金型取付盤間に配置され、前記回転金型を取り付け可能な、少なくとも2つの回転金型取付面を有する回転金型取付部と、前記回転金型取付部と、前記回転金型取付部を型開閉方向と略直交する回転軸周りに回転可能に支持し、型開閉方向に移動させる支持部とからなる回転金型支持装置と、を備えたことを特徴とする横型ダイカストマシンによって達成される。
(もっと読む)
射出成形方法
【課題】 金型がわずかに開いた状態で樹脂を充填する射出プレス成形方法、或いは射出圧縮成形方法により製品を連続成形する場合に、製品重量を安定化させる。
【解決手段】 本発明の方法よれば、射出完了後、特定の型締条件下において、金型キャビティ内の樹脂に型締力が負荷される状況とし、射出ユニットと金型キャビティとの間で樹脂を流通させることによって、金型キャビティ内の樹脂が、同じ挙動を繰り返し再現するようになるので、製品の重量を安定化させることができる。また、本発明の方法を表皮材のインサート成形等に用いれば、成形中に表皮材の厚みが変化しても、金型キャビティ内の樹脂の挙動は影響を受けにくいので、安定した運転が可能である。
(もっと読む)
トグル式型締装置の可動プラテン位置測定方法
【課題】 トグル式型締装置において、金型を開閉する際の可動プラテンの位置を、簡素な計測手段によって測定する方法である。
【解決手段】 型開閉動作中において、リンク機構のリンク部材に取り付けられた傾斜センサーにより、リンク部材の傾斜角度を測定し、測定された傾斜角度から可動プラテンの位置を制御装置によって換算する。換算された可動プラテンの位置にもとづいて、型開閉速度制御や停止位置の制御を行なう。計測手段の部品点数が少なくなるとともに、省スペース化が図られる。
(もっと読む)
型内被覆成形用金型及び型内被覆成形方法
【課題】 雄型と雌型が組み合わされた金型を使用して、樹脂成形品の成形後に、雌型を交換してから、型内で成形した樹脂成形品を塗料によって被覆する型内被覆成形において、雌型を交換した後、樹脂成形品を塗料で被覆する際に生じる塗料の漏れを防止する。
【解決手段】 本発明によれば、雄型と第1の雌型とにより形成される金型キャビティの端部に補助キャビティ部を形成することによって、樹脂成形品の端部に突起部を形成する。そして、樹脂成形品の成形後に、雌型を交換してから、第2の雌型と雄型を組み合わせる際に、該突起部に、金型開閉方向に伸びる金型キャビティ面を嵌合させることによって、塗料漏れを防止するためのシール部を形成する。
(もっと読む)
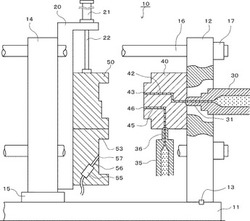
回転金型支持装置
【課題】金型や回転金型支持装置の摺動部分に掛かる型合わせ位置の誤差による負荷を低減することができる回転金型支持装置を提供する。
【解決手段】対向する2つの金型取付盤間2・3に配置され、回転軸回りに回転され、該金型取付盤の少なくとも一方に取り付けられた金型と組み合わされる回転金型12・13を用いて成形品を成形する射出成形装置の回転金型支持装置10において、前記回転金型12・13が取り付けられる回転金型取付部10aと、該回転金型取付部を支持する支持部10bとが、弾性体を介して複数個所で固定されることを特徴とする回転金型支持装置10によって達成される。
(もっと読む)
41 - 50 / 268
[ Back to top ]