
宇部興産機械株式会社により出願された特許
71 - 80 / 268
射出発泡成形装置及び射出発泡成形方法
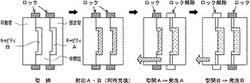
【課題】 汎用的な射出成形機と3枚構造の金型を用いることにより、1回の成形動作で複数の発泡成形品を同時に成形できるので、生産効率が向上する。
【解決手段】 金型を開閉動作し型締力を負荷しさらに微小な型開き量を制御可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型とからなる3枚構造の金型と、固定型と中間型の間に形成されるキャビティ空間部Aおよび可動型と中間型の間に形成されるキャビティ空間部Bに連通するそれぞれの樹脂流路に設けられた樹脂流路遮断機構と、発泡性ガス成分を含む発泡性溶融樹脂を可塑化計量し金型のキャビティ空間部A内およびキャビティ空間部B内に射出充填することが可能な射出装置と、を備えた射出発泡成形装置。
(もっと読む)
合成床版及びそれを用いた橋梁

【課題】コンクリートの充填性を良好にし床鋼板とコンクリートとの一体化を強固にするとともに、材料費や作業工数を削減してコストの削減を図る。
【解決手段】合成床版100は、床鋼板10、付着材20、コンクリート30を備える。また、合成床版100は、コンクリート30の上部内に、上側配力鉄筋31と上側主鉄筋32とを備える。床鋼板10は、複数のリブ11を有し、上面に付着材20が塗布されてコンクリート30が充填されている。付着材20の厚さは、10μm〜1000μm程度、好ましくは50μm〜500μm程度となるように形成されている。これによって、従来、使用していたスタッドジベル等に代表されるずれ止めの数を減らすことができ、その結果、材料費や作業工数を削減してコストの削減を図ることができる。
(もっと読む)
中空体製品の成型用金型及び成型方法
【課題】短い成形サイクルタイムで、接合部の形状に拘束されず、接合部の強度が十分に大きい中空体製品を成形できる成形用金型及び成形方法を提供する。
【解決手段】1次成形において、中空体製品の一部を構成する第1半中空体と残りの部分を構成する第2半中空体が成形され、2次成形において、いずれか一方の半中空体を、他方の半中空体に対向する位置に移動させて、第1、第2半中空体のそれぞれの周縁部が加熱され溶融されて、型閉じにより周縁部が突き合わされて融着接合されることにより、第1半中空体と第2半中空体とから成る中空体製品を得る成形用金型及び成形方法において、キャビティ(雌型)側に設けられ、周縁部を加熱・溶融する第1加熱手段を有するように構成された中空体製品用の成型用金型により達成される。
(もっと読む)
積層射出成形用金型及び積層射出成形方法
【課題】成形材料の利用効率が高く、製品形状に制約が少なく、二層状態の肉厚が立ち面で安定し、また、基材層となる第一層の外縁を第二層で覆い製品の外観性を向上させた成形品を安価に得る積層射出成形用金型及び積層射出成形方法を提供すること。
【解決手段】一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造とした。
(もっと読む)
電動型締装置
【課題】 ダイカストマシンや射出成形機において用いられる、リンク機構を要しない電動駆動方式の型締装置を提供する。
【解決手段】 マシンベースと、マシンベース上に固定的に載置され固定型を保持する固定プレートと、固定プレートの反金型側に摺動可能に載置されている固定プラテンと、固定プラテンと結合するタイバーと、マシンベース上に型開閉方向に摺動可能に載置され可動型を保持しタイバーと係合離脱が可能なハーフナットを備える可動盤と、可動盤を開閉動作駆動することができる型開閉装置と、固定プレートと固定プラテンの間に装着されモータと型締用ねじによって動作し型締力および離型力を発生することができる複数の型締力発生機構と、から構成される型締装置。
(もっと読む)
コンクリート補強した端横桁、及び橋梁の施工方法。
【課題】従来より橋台に近接する位置に配された該鋼端横桁であっても施工が可能で、より自由度の高い設計が可能な端横桁および該端横桁の施工方法を提供する。
【解決手段】橋台40の近くに配される鋼端横桁2を現場にてコンクリートで巻き立てた端横桁および該端横桁の施工方法において、橋台40に近設する鋼端横桁2の下端部を折り曲げることによって、該鋼端横桁2の側板部並びに底板部を捨て型枠として、コンクリートを打設する構成とした。
(もっと読む)
射出成形機
【課題】設置スペースの増大を可及的に防止しつつも、金型交換の手間を掛けずに高品質の大型樹脂成形品を量産することのできる射出成形機を提供する。
【解決手段】射出成形機10は、固定プラテン20と、可動プラテン30と、固定プラテン20に取付けられた固定金型40と、可動プラテン30に取付けられた可動金型50と、固定金型40と可動金型50との間に形成されるキャビティ60と、キャビティ60に溶融樹脂を供給するための3個の射出ユニット70・80・90とを備えている。射出ユニット70・80・90は何れも固定プラテン20の周囲に設けられ、固定プラテン20には、射出ユニット70・80・90に対応するホットランナ110が設けられている。このホットランナ110は何れも、固定金型40に対して進退可能に構成され、かつ、射出ユニット70・80・90からの押圧力を受けてホットランナ110のランナノズル部が固定金型40のランナ側ゲート部42に当接するように構成されている。
(もっと読む)
射出成形装置のスクリュ
【課題】スクリュ内の樹脂流動が遅くなる部位において溶融樹脂中の添加剤等が滞留することを低減して堆積が生じ難く、成形品の品質を向上させる射出成形装置のスクリュを提供すること。
【解決手段】先端部に逆流防止機構を有し、基部から供給部、圧縮部、計量部で構成される射出成形装置のスクリュにおいて、該スクリュの溝部と逆方向となる複数の溝部を備え、スクリュ先端方向に流れる溶融樹脂を前記複数の溝内で逆流させて撹拌する撹拌体を、スクリュの先端部と逆流防止機構との間に設ける。
(もっと読む)
積層成形装置
【課題】1台の積層装置で使用者の様々なニーズに応えられる万能な積層成形装置を提供する。
【解決手段】第1金型21が設けられた固定盤3と、第2金型8が設けられた可動盤5と、第3金型19及び第4金型20がそれぞれ設けられた回転盤4と、可動盤5及び回転盤4を型開閉方向に移動させる型締機構7及び回転盤移動機構12と、第1金型21と第3金型19とが型締めされて形成される第1キャビティに第1の樹脂を射出充填する第1射出ユニット17と、型開閉方向に移動可能に配置され、第1金型21と第4金型20とが型締めされて形成される第2キャビティ、第2金型8と第3金型19とが型締めされて形成される第3キャビティ、及び第2金型8と第4金型20とが型締めされて形成される第4キャビティのいずれか1つに第1乃至第4金型のいずれか1つを介して第2の樹脂を射出充填する第2射出ユニット18とを備えたことを特徴とする。
(もっと読む)
射出成形装置及び射出成形方法
【課題】 汎用的な射出成形機と3枚構造の金型を用いて、成形できる成形品の数などを多くし、生産効率を向上させる。
【解決手段】 金型を開閉動作し型締力を負荷することが可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型からなる3枚構造の金型と、樹脂を可塑化計量し金型のキャビティ内に射出充填することが可能な射出装置とを備えた射出成形装置であって、金型には、固定型と中間型の間に1つあるいは複数のキャビティ(A群)とそれに通じる樹脂流路および樹脂流路遮断機構が形成され、また中間型と可動型の間にも1つあるいは複数のキャビティ(B群)とそれに通じる樹脂流路および樹脂流路遮断機構が形成されており、射出装置は、1回の型締中に、1回目の射出充填、続いて可塑化計量、その後2回目の射出充填を行なうことが可能である。
(もっと読む)
71 - 80 / 268
[ Back to top ]