
株式会社ビーピーエイにより出願された特許
1 - 10 / 10
三次元形状データ作成装置
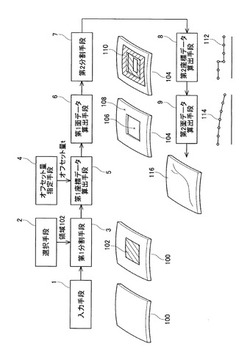
【課題】三次元物体の表面の一部を該三次元物体の厚み方向にオフセットして得られる三次元物体の三次元形状データを、オフセット前の三次元物体の三次元形状データから容易に作成することができる装置を提供する。
【解決手段】三次元形状データ作成装置は、オフセット前の三次元形状データを入力する手段と、オフセット面領域を選択する手段と、オフセット量を指定する手段と、オフセット面領域を複数の面要素に分割する手段と、面要素を法線方向に指定されたオフセット量だけオフセットしたときの各節点の座標データ算出する手段と、それら座標データを修正してオフセット後の面データを作成する手段と、徐変領域を複数の面要素に分割する手段と、徐変領域の面要素の各節点の座標データを算出する手段と、算出された各節点の座標データから、徐変領域を平滑化した面データを作成する手段と、を有している。
(もっと読む)
射出成形中に樹脂がキャビティ面から剥離しやすい箇所を予測する方法とそれを利用した射出成形型と射出成形方法

【課題】 キャビティに充填した樹脂がキャビティ面から剥離しやすいか否かを示す評価値を算出して樹脂がキャビティ面から剥離しやすい箇所を予測する技術を提供する。
【解決手段】 キャビティ2aを複数個に分割した微小空間(メッシュ)内に存在する樹脂に生じる流動速度と圧力と温度の計時的変化をコンピュータを利用して数値計算し、キャビティ面に接する微小空間毎に、溶融樹脂の流動が停止した時の圧力と、溶融樹脂の流動が停止した時から樹脂が固化した時までの圧力の積分値を算出し、算出された両者の値からキャビティ面からの剥離しやすさの程度を示す評価値(面張りレベルM(x))を算出し、算出した評価値を剥離しやすさの限界を示す基準値と比較してキャビティ面から剥離しやすい評価値を示している微小空間を特定し、射出成形中に樹脂がキャビティ面から剥離しやすい箇所を予測する。
(もっと読む)
射出成形方法と射出成形装置
【課題】 樹脂成形品の意匠面(表面)を意図した形状に仕上げるとともに、樹脂成形品の成形サイクルの短縮化を図ることができる射出成形技術を提供する。
【解決手段】 成形品の意匠面を成形する型と成形品の裏面を成形する型を閉じることによって確保されているキャビティ内に溶融樹脂を充填する充填工程と、裏面を成形する型とキャビティ内に充填した溶融樹脂との間に、冷却した加圧流体を注入する注入工程と、型を開けて型から成形品を取りだす工程を備え、充填工程の開始タイミング以降で型を開けるタイミング以前の期間内に注入工程を実施する。
(もっと読む)
射出成形方法
【課題】 射出成形型に作用する型内圧のピーク値を低減することができ、射出成形型に必要とされる耐圧圧力を低減することができる技術を提供する。
【解決手段】 成形型2に型締め力を加えて成形型2を閉じる工程と、成形型2に型締め力を加えた状態で成形型内のキャビティ2aに溶融樹脂を充填する充填工程と、キャビティ2aに充填した溶融樹脂を冷却する冷却工程と、成形型2aを開けて成形型2から射出成形品40を取りだす工程を備え、充填工程で成形型2に加える型締め力は、溶融樹脂の充填圧力に抗して成形型2を完全に閉じている状態に維持するために必要な型締め力よりも低く設定されている。
(もっと読む)
射出成形金型と射出成形方法
【課題】 樹脂成形品が非意匠面から突出するリブを持っていても、その意匠面を広い範囲に亘って意図した形状に仕上げることが可能な技術を提供する。
【解決手段】 射出成形金型31は、意匠面と非意匠面を有するとともに非意匠面からリブが突出している樹脂成形品を射出成形するためのものである。型31の内部には、リブ付き樹脂成形品に対応する形状のキャビティ27、28が形成されている。そして、射出成形金型31には、一端がリブ先端面を成形するキャビティ面に開口するとともに、他端が型の外部に連通する流路43、44が形成されている。
(もっと読む)
射出成形装置と射出成形方法
【課題】 成形品の非意匠面に向かって適切なタイミングで加圧流体を注入する技術を実現する。
【解決手段】 射出成形装置20は、射出成形型21と、通過検出手段50、51と、加圧流体注入手段と、制御手段60を備えている。射出成形型21は、キャビティ27と、キャビティ27で成形される成形品の非意匠面に向かってキャビティ面に開口する注入口35、36を有している。通過検出手段50、51は、注入口35、36近傍に取付けられており、その取付位置を溶融樹脂のメルトフロントが通過するタイミングを検出する。加圧流体注入手段は、キャビティ27に注入口35、36を介して加圧流体を注入する。制御手段60は、通過検出手段50、51が検出したタイミングに基づいて加圧流体注入手段を制御することによって、キャビティ27に注入する加圧流体量を調整する。
(もっと読む)
射出成形型と射出成形方法
【課題】 成形品裏面と射出成形型の裏側キャビティ面の間に、早いタイミングで流体を注入できる技術を提供する。
【解決手段】 射出成形型は、キャビティに溶融樹脂を射出することによって成形品を成形するために用いられる。その射出成形型は、成形品の表側の面を成形する表側キャビティ面と、成形品の裏側の面を成形する裏側キャビティ面28と、裏側キャビティ面28に開口する流路を備えている。裏側キャビティ面28には、前記流路の開口32またはその近傍から延びる凹部50、52が形成されている。
(もっと読む)
射出成形用金型
【課題】 ベント部材を射出成形用金型に対して正確に位置決めすることができ、しかも目詰まりやベント部材の膨張による閉塞によって、間隙を流体が通過できなくなるようなことがない射出成形用金型を提供する。
【解決手段】 射出成形用金型は、キャビティに溶融樹脂を射出して樹脂成形品を成形する。射出成形用金型は、樹脂成形品の表面を成形する表側キャビティ面と、樹脂成形品の裏面を成形する裏側キャビティ面28と、裏側キャビティ面28に開口する開口部32に連通する流路31と、開口部32に挿入されているベント部材36を備えている。そして、ベント部材36は、開口部32の内壁35に当接することによって位置決めされており、開口部32の内壁35とベント部材36との間に流体通過用の間隙70が形成されている。
(もっと読む)
成形型と樹脂成形方法
【課題】 成形型に要求される耐圧圧力を低減し、成形型の小型化とコストダウンを実現する。
【解決手段】 成形型12は、キャビティ22内に溶融した樹脂を充填し、その樹脂をキャビティ22内で冷却させて樹脂成形品を成形する。その成形型12は、充填した樹脂が冷却する際に、樹脂成形品の表側の面を成形する表側キャビティ面23からよりも、樹脂成形品の裏側の面を成形する裏側キャビティ面24から剥がれやすくなるように構成されている。
この射出成形方法によれば、保圧圧力が低くても、意匠面が意図した形状に仕上げられた良好な樹脂成形品を成形することができる。保圧圧力が低いと、成形型12に要求される耐圧圧力が低くてすみ、成形型12の小型化とコストダウンが実現される。
(もっと読む)
射出成形方法と射出成形装置
【課題】 成形品の表面を意図した表面形状に射出成形するために必要な圧力を低減し、射出成形型の小型化と製造コストを低減する。
【解決手段】 キャビティに溶融樹脂を充填してから型を開くまでの間に、ゲートからキャビティに補充する溶融樹脂に圧力を加え続ける工程と、成形品の裏面に向けて開口する流路から加圧流体を注入する工程を同時に実行する。両者を同時に実行すると、ゲートからキャビティに供給する溶融樹脂に圧力を加え続けて収縮分を補充する圧力を低下させることができ、成形品裏面をキャビティ面から剥離させるために成形品の裏面に注入する加圧流体の圧力を低下させることができる。
(もっと読む)
1 - 10 / 10
[ Back to top ]