
日鐵住金溶接工業株式会社により出願された特許
31 - 40 / 172
Ar−CO2混合ガスシールドアーク溶接用フラックス入りワイヤ
【課題】溶接欠陥がない良好な大脚長ビードが得られるAr-CO2混合ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】Ar−CO2混合ガスシールドアーク溶接用フラックス入りワイヤにおける、ワイヤ全質量に対する質量%で、Ti酸化物のTiO2換算値:4.0〜4.4%、MgのMgO換算値とMgOとの和の合計:1.2〜2.0%、Mg:0.3〜0.6%、SiO2:1.5〜2.0%、ZrO:0.3〜1.0%、Fe酸化物のFeO換算値:0.3〜0.7%、AlのAl2O3換算値とAl2O3との和の合計:0.1〜0.5%、アルカリ金属化合物のNa2O換算値とK2O換算値との合計:0.06〜0.20%、K2O換算値:0.05%以下、弗素化合物のF換算値:0.03〜0.10%、C:0.04〜0.12%、Si:0.3〜0.7%、Mn:1.5〜3.0%を含有し、ワイヤ全水素量が0.005%以下とする。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】全姿勢溶接での溶接作業性が良好で、AW及びPWHT後の溶接金属の強度及び低温靭性に優れ、PWHT後の溶接金属の強度がAWのものよりも大きく低下してしまうのを抑制することを可能とするガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量に対する質量%で、C:0.02〜0.08%、Si:0.1〜1.0%、Mn:1.0〜2.5%、Ni:0.1〜3.0%、B:0.002〜0.015%、Mg:0.1〜0.8%、V:0.021〜(0.055−0.01×[Mn%])%、Ti酸化物及び金属TiのTiO2換算値の合計:3.0〜8.0%、Al酸化物及び金属AlのAl2O3換算値の合計:0.1〜1.2%、Si酸化物のSiO2換算値の合計:0.1〜1.0%を含有し、P:0.02%以下、Nb:0.015%以下であることを特徴とする。
(もっと読む)
水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤ
【課題】広い溶接条件範囲でプライマ塗装鋼板の水平すみ肉溶接に使用して優れた耐ピット性、溶接作業性を得る。
【解決手段】水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤにおける、ワイヤ全質量に対する質量%で、Zr酸化物のZrO2換算値:1.0〜2.0%、Si酸化物のSiO2換算値:0.5〜2.0%、AlおよびAl酸化物の一方または両方のAl2O3換算値ならびにMgおよびMg酸化物の一方または両方のMgO換算値の1種または2種の合計:0.1〜1.0%、ただし、MgおよびMg酸化物の一方または両方のMgO換算値:0.5%、Fe酸化物のFeO換算値およびMn酸化物のMnO換算値の1種または2種の合計:0.2〜0.7%、Na化合物およびK化合物のNa2O換算値およびK2O換算値の合計:0.05〜0.20%を含有し、TiおよびTi酸化物のTiO2換算値:0.1%以下であることを特徴とする。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ溶接装置
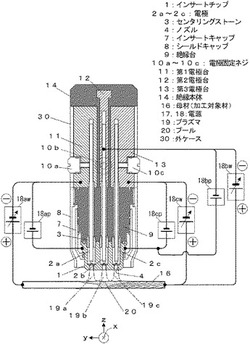
【課題】 高温割れ,アンダーカットを生じることなく安定したアークでプラズマアーク溶接をより高速化。
【解決手段】 先頭電極空間1a,1以上の中間電極空間1bおよび後尾電極空間1cと、溶接方向yの一直線上に分布し各電極空間にそれぞれが連通し前記一直線と平行な溶接線に対向して開いた3個以上の開口4a,4b,4cと、を備えるインサートチップ1。該インサートチップの各電極空間に各先端部を挿入した複数の電極2a,2b,2cと、を備えるプラズマトーチ。先頭電極2aに予熱電力を給電する第1電源18ap,18awと、中間電極2bに裏ビード形成電力を給電する第2電源18bp,18bwと、後尾電極2cになめ付け電力を給電する第3電源18cp,18cwと、を備えるプラズマ溶接装置。先頭電極又は中間電極のプラズマアークにより裏ビードを形成し、他の電極のTIGアークで予熱又はなめ付けをするプラズマ溶接装置。
(もっと読む)
ハイブリッドプラズマ溶接方法,ハイブリッドプラズマトーチおよびハイブリッド溶接装置

【課題】 比較的に低パワーのレーザ投射によっても、表面が滑らかな溶接ビードが得られる高速溶接を可能にする。
【解決手段】 トーチ先端側でトーチ中心軸CLに近づくように傾斜して該トーチ中心軸に関して溶接方向yの上流側と下流側に配置した複数のプラズマ放電電極8a,8bのそれぞれと溶接対象材12との間のプラズマアークで溶接対象材をプラズマアーク溶接するとともに、中心軸CLを中心としトーチ先端に向けて収束するレーザビーム13を、溶接方向で上流側のプラズマ放電電極8bのプラズマアークによる溶融プールに投射して裏方向への溶込みを深くし、該レーザビーム投射による溶接部の表方向の盛上りを、下流側のプラズマ放電電極8aによるプラズマアーク溶接で平滑化する。
(もっと読む)
エレクトロスラグ溶接装置
【課題】 溶接対象空間の水平2次元各所に対する所望入熱を容易にし、高能率の溶接を可能にする。
【解決手段】 垂直支柱Eに装備した、溶接時にオシレータHを上昇駆動するノズル昇降機構F;オシレータHの揺動アーム12で支持されたノズル支持基枠25;ノズル支持基枠25で垂下姿勢で支持され垂下軸zを中心に回転可能であって、溶接ワイヤ48の先端を垂下軸zから離れる方向に案内するガイド手段45,44を含む、エレクトロスラグ溶接のノズルM;および、ノズルMを垂下軸zを中心に回転駆動するノズル旋回機構L;を備える。ガイド手段45,44は、チップジョイント45およびインサートチップ44である。更に、x軸周りのノズル角度調整機構Jおよびy軸周りのノズル角度調整機構Kを備える。
(もっと読む)
被覆アーク溶接棒用Fe−Si合金粉および裏波溶接用低水素系被覆アーク溶接棒
【課題】パイプの初層溶接などにおいて諸性能を満足しつつアーク安定性に優れ、良好な裏波ビード形状を確保できる被覆アーク溶接棒用Fe−Si合金粉および裏波溶接用低水素系被覆アーク溶接棒を提供する。
【解決手段】被覆アーク溶接棒を製造する際に被覆剤に添加されるFe−Si合金粉であって、Siを17.0〜55.5質量%含有し、かつ平均粒径を5〜35μmとする。また、このFe−Si合金粉を被覆剤全質量に対して、Si換算値で3.5〜10.0質量%含有する裏波溶接用低水素系被覆アーク溶接棒。
(もっと読む)
オーステナイト系ステンレス鋼溶接用フラックス入りワイヤ
【課題】テンパーカラーの生成量を低減したビード外観および良好なビード形状が得られ、スパッタ発生量が少なく溶接作業性および溶接金属の機械的性能に優れるオーステナイト系ステンレス鋼溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量に対して質量%で、TiO2:0.1〜3.0%、SiO2:0.5〜5.0%、Al2O3:0.1〜1.5%、ZrO2:0.1〜2.5%、Al:0.002〜0.1%、Mg:0.005〜0.1%でAlとMgの和を0.01〜0.15%、金属弗化物のF換算値:0.01〜0.15%を含有し、かつ金属酸化物および金属弗化物のスラグ剤成分の合計が4.2〜11.4%で含有することを特徴とするオーステナイト系ステンレス鋼溶接用フラックス入りワイヤ。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
プラズマ溶接方法,プラズマトーチ組体およびプラズマ溶接装置
【課題】 アーク安定性の向上。溶接作業性の向上。ホットワイヤ送給においても、アーク安定性の向上。
【解決手段】
複数のプラズマトーチ(1a,1b)からプラズマアークを、溶接対象材(5)の溶接線に垂直な垂直線に関して対称にかつ該垂直線に対して傾斜して前記溶接線の同一位置に当てて全プラズマアークに共通に作用する磁気ピンチ力によって前記同一位置にプラズマアークを集中させるとともに、前記複数のプラズマトーチの各インサートチップ(1ac,1bc)の外周まわりからシールドガスを前記溶接対象材(5)に向けて噴出するプラズマ溶接。プラズマアーク間に、溶接ワイヤ又は肉盛り粉体を垂直降下で送給。複数のプラズマトーチ(1a,1b)を1つのシールドカバー(4)に装着して1つのプラズマトーチ組体として、上記プラズマ溶接に用いる。
(もっと読む)
31 - 40 / 172
[ Back to top ]