
日鐵住金溶接工業株式会社により出願された特許
51 - 60 / 172
固定鋼管の円周溶接方法
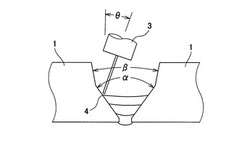
【課題】ビード外観が良好で融合不良やスラグ巻き込みなどの溶接欠陥のない健全な溶接部を得ることができる固定鋼管の円周溶接方法を提供する。
【解決手段】1層1パスの準備溶接とこれに続けて1層複数パスの本溶接を行なうものであり、前記本溶接はフラックス入りワイヤを用いて、溶接電流150〜280A、溶接速度15〜25cm/minで上進姿勢多層盛溶接として、開先壁面側のビードの積層は溶接トーチを開先壁面に対向する方向に板厚方向から15〜25°傾斜して前層ビードの止端部をワイヤ狙い位置として溶接し、開先内のビード積層は溶接トーチを板厚方向として前パスのビード止端部をワイヤ狙い位置として溶接し、同一層の最終パスは前パスのビードの止端部と他方のビードの止端部との間をワイヤ狙い位置として溶接する。
(もっと読む)
硬化肉盛用メタル系ガスシールドアーク溶接用フラックス入りワイヤ

【課題】 硬化肉盛溶接に使用され、ブローホール、ピットの発生および溶接割れなどの溶接欠陥がなく高品質な溶着金属が得られ、フラットなビード形状が得られる硬化肉盛用メタル系ガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 鋼製外皮およびフラックス中にワイヤ全質量に対して質量%で、Cr:11〜15%、C:0.04〜0.15%、Si:0.3〜1.5%、Mn:0.4〜1.5%、但し、Mn/Si:2以下、Ni:1.5〜4.0%、アルカリ金属化合物の1種または2種以上のアルカリ金属換算値の合計:0.003〜0.005%、アルカリ土類金属化合物およびアルカリ土類金属合金の1種または2種以上のアルカリ土類金属換算値:0.07〜0.12%含有し、残部は鋼製外皮のFe分、合金鉄のFe分および不可避的不純物からなることを特徴とする。
(もっと読む)
低水素系被覆アーク溶接棒
【課題】溶着金属の引張強さが590MPa級以上において安定した溶接金属の機械的性能が得られるとともに、全姿勢溶接においても良好な溶接作業性が得られる低水素系被覆アーク溶接棒を提供する。
【解決手段】20〜50%の範囲で定められた所定の被覆率のとき、溶接棒全質量に対して質量%で、C:0.02〜0.13%、Si:0.05〜1.5%、Mn:0.5〜3.5%、Ni:0.5〜5.0%を含有する鋼心線に、金属炭酸塩の1種または2種以上の合計:30〜60%、金属弗化物の1種または2種以上の合計:8〜20%を含有し、炭酸塩を除くCおよびSi、Mn、Niのいずれも含有することなく、残部は鉄粉、脱酸剤、スラグ生成剤、アーク安定剤および不可避不純物からなる被覆剤を、前記所定の被覆率で塗布した低水素系被覆アーク溶接棒。
(もっと読む)
耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法
【課題】板厚の異なる鋼板同士をプラズマ溶接する際、溶接継手における溶落ちが生じることなく良好に接合できる、耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法を提供する。
【解決手段】板厚が0.6〜1.0mmである一方の鋼板1と、該一方の鋼板1との板厚比が1.3〜2.7の範囲である他方の鋼板2とを突き合わせ、一方の鋼板1及び他方の鋼板2の各々の突合せ端部11、21の間のギャップを0.10〜0.35mmの範囲とし、各々の突合せ端部11、21の溶接線上において、溶接始端部に溶融池を形成するとともに、該溶融池のプール幅が0.5mmに達するまでの溶接速度を0.4〜0.6m/分の範囲とし、溶融池のプール幅が0.5mmを超えた後、溶接線上の溶接終端部までの間における最終溶接速度を2.0〜3.0m/分の範囲として溶接速度を漸増させながらプラズマ溶接する。
(もっと読む)
耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法
【課題】板厚の異なる鋼板同士をプラズマ溶接する際、溶接継手における溶落ちが生じるのを防止して良好に接合できる、耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法を提供する。
【解決手段】板厚が0.6〜1.0mmである一方の鋼板1と、該一方の鋼板1との板厚比が1.3〜2.7の範囲である他方の鋼板2とを突き合わせてプラズマ溶接を行なう方法であり、一方の鋼板1及び他方の鋼板2の各々の突合せ端部11、21の間のギャップを、溶接始端部で0.05mm以下とするとともに、該溶接始端部を除く溶接終端部までの溶接線上において0.10〜0.35mmの範囲とし、各々の突合せ端部11、21の溶接始端部に溶融池を形成した後、1.0〜3.0m/分の溶接速度で各々の突合せ端部11、21間をプラズマ溶接する。
(もっと読む)
被覆アーク溶接棒用合金粉および低水素系被覆アーク溶接棒
【課題】良好な溶接作業性を満足しつつ、低温で高靭性の溶接金属をバラツキなく確保できる被覆アーク溶接棒用合金粉および低水素系被覆アーク溶接棒を提供する。
【解決手段】被覆アーク溶接棒を製造する際に被覆剤に添加される合金粉であって、Niを8〜40質量%、Tiを0.5〜8.5質量%、Moを1.0〜11.5質量%、Mnを8.5〜24.5質量%、Siを13〜25質量%、Feを20〜42質量%含有する合金を、平均粒径が30〜150μmの粉末とする。また軟鋼心線に被覆剤が塗装されている低水素系被覆アーク溶接棒において、上記の合金粉を、被覆剤全質量に対して17〜42質量%含有させる。
(もっと読む)
加工トーチの冷却装置
【課題】 加工トーチ100から効率よく冷却水を除去する。これを自動的におこなう。
【解決手段】 トーチ内に、冷却液槽の冷却液を循環供給するポンプ200を備える冷却装置において、加工トーチの内部の冷却液を吸引排出する吸引手段;および、加工トーチが加工を停止している間に前記吸引手段を駆動するための強制排液制御手段500;を備えることを特徴とする。前記冷却用ポンプは、ロータの正転により液体を吸入ポートから吸入して吐出ポートから吐出し、ロータの逆転により流体を前記吐出ポートから吸入して吸入ポートから吐出する可逆ポンプであり;前記吸引手段は、前記吐出ポートを前記加工トーチの給液管に接続し、前記吸入ポートを前記冷却液槽からの給液管路に接続した前記可逆ポンプであり;前記強制排液制御手段は、前記可逆ポンプを正転駆動する「冷却設定」と、前記可逆ポンプを逆転駆動する「強制排液設定」と、を選択設定する。
(もっと読む)
非低水素系被覆アーク溶接棒
【課題】溶接棒製造時の被覆剤の塗装性が良好で製品歩留率が高く、かつ溶接時に被覆アーク溶接棒を曲げて使用する場合においても被覆欠けが生じず可撓性が良好な非低水素系被覆アーク溶接棒を提供する。
【解決手段】軟鋼心線に被覆剤を塗装した非低水素系被覆アーク溶接棒において、前記被覆剤は、被覆剤中に質量%で、アルギン酸ソーダを0.1〜1.0%、ヘクトライトを0.1〜1.0%、セルロースを0.5〜2.0%含有し、好ましくはセルロースの平均粒径が10〜50μmであることを特徴とする。
(もっと読む)
ガスシールドアーク溶接用ワイヤ
【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまで良好なワイヤ送給性およびアークが安定した溶接を行うことができるガスシールドアーク溶接用ワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用ワイヤ表面長手方向に不連続な長溝をワイヤ円周方向に複数有し、該長溝内に二硫化モリブデンがワイヤ10kg当り0.01〜0.50g固着されており、さらに常温で液体である潤滑油の1種以上からなる送給潤滑剤がワイヤ10kg当たり0.1〜2.5g付着していることを特徴とする。また、長溝内にワイヤ10kg当たり四弗化エチレンがF換算値で0.003〜0.05g固着されていることも特徴とするガスシールドアーク溶接用ワイヤ。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】 長尺のライナを使用し、かつ屈曲箇所の多い場合においても短時間から長時間の溶接に至るまでワイヤ送給性が良好でチップ摩耗が少なく、アークが安定した溶接を行うことができるガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】 ガスシールドアーク溶接用フラックス入りワイヤ表面長手方向に不連続な長溝をワイヤ円周方向に複数有し、該長溝内にワイヤ10kg当り二硫化モリブデンが0.2〜2.0gおよび炭酸石灰がCa換算値で0.05〜0.4g固着されており、さらに常温で液体である潤滑油の1種以上からなる送給潤滑剤がワイヤ10kg当たり0.1〜2.5g付着していることを特徴とする。また、長溝内にワイヤ10kg当り四弗化エチレンがF換算値で0.05〜0.5g固着されていることも特徴とするガスシールドアーク溶接用フラックス入りワイヤ。
(もっと読む)
51 - 60 / 172
[ Back to top ]